2点焊车间生产管理系统在汽车车身的制造过程中,电阻点焊工艺仍是主要的装配连接手段.电阻点焊焊核质量的好坏,不仅决定了车体焊接装配过程的制造偏差,同时也决定了轿车使用的可靠性和安全性.点焊的水平决定车身的质量也反映了企业汽车制造水平的高低.
一辆轿车车身上,约有4000-6 000个电阻点焊焊点,而不同焊点又因钢板材料和厚度的组合而采用不同的工艺参数,其点焊信息的规模较大,手工管理时问题较多,人工管理容易出现重复.遗漏的现象.
而且随着数据规模的增加,使查询.管理更加不便.
所以针对这些参数建立合理的数据库,不仅可以确立焊接规范,还可以记录.处理.分析焊点数据,提高焊接质量,节约生产管理成本.
2.1车身点焊信息管理系统的设计DSP新型焊机控制器带有丰富的现场总线接口,为车身点焊信息管理系统的设计提供了必要的保证.设计方案如图3所示.
按照规范化的设计方法,将车身点焊数据库系统设计分为以下几个阶段:调查用户需求,特别是对数据及处理的要求和描述;设计数据库的概念模型;数据库的逻辑设计.物理设计;物理数据库的建立.试运行及评价.
2.1.1 车身点焊信息数据库的需求分析需求分析是建立数据库的起点,它主要是收集和分析数据的内容,了解用户对数据处理的要求,从而熟悉主要业务流程.通过生产现场的调查,现有的数据流主要有:
(1)焊接工位信息.一辆轿车有x个点焊焊点,分为前围.后围.侧围.门盖.总拼.补焊六大类工位.
(2)焊接设备参数.车身焊装线上的点焊设备主要有三类:①手动悬挂式点焊机,一个焊装车间一般有200~300台或更多;②点焊机器人,以提高车身焊装线的自动化程度;③专用多点焊机,采用多点焊工艺的目的是提高生产效率,在焊装生产线上,车身底板的点焊装配经常采用专用多点焊机.
(3)焊接材料参数.随着汽车朝高速.安全.耐用以及轻量化方向发展,对汽车车身用钢板的焊接性能提出了越来越高的要求.目前轿车多采用低碳钢.高强度钢板.镀锌钢板和铝合金四种汽车车身板材,这三类数据具有以下特点:①数据类型多样,包括几何数据.属性数据和文档数据;②数据结构复杂,独立的数据流内部是层次结构,工位信息和设备参数之间是网状结构.
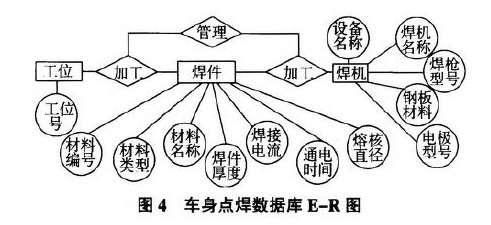
2.1.2数据库的概念设计和逻辑设计概念设计就是将需求分析得到的用户需求抽象为信息结构即概念模型的过程.运用E-R图将系统涉及到的实体和属性,以及属性之间的关系用概念的形式描述清楚.车身点焊数据库的E-R图如图4所示.图中一个工位包含若干台焊接设备,而一种焊机又可以在不同工位上工作,所以两实体间是m:n的关系;一台焊接设备可以焊接不同种类的焊件,一个工位需要加工一定种类的焊件,所以实体间是1:凡的关系.逻辑设计的任务就是把E-R图转换为与产品所支持的数据模型相符合的逻辑结构.本系统选用基于关系数据模型的ORACLE为后台数据库,利用关系模型的规范化理论对库表结构进行优化,减少数据的冗余,得到的二维表包括焊接工位信息表.焊接材料参数表.焊接设备参数表和用户信息管理表.
2.2轿车车身点焊信息管理系统应用程序开发2.2.1软件环境系统使用Dephi 7作为开发工具,Delphi是全新的可视化鳙匿翻过竞,提供了-种方便的Windows应用程序开发工具.
2.2.2模块设计系统主要模块由系统管理.设备数据.工艺参数.工位信息管理和系统工具组成.每个信息管理子模块都采用ADO对象模型的程序设计方法进行开发.其主要步骤有:①连接数据源,对于不同的提供者和数据源都可在“连接字符串”中指定;②创建SQL查询命令,查询命令要求数据源返回含有所要求信息行的Recordset对象,命令使用SQL语言编写;③执行命令;④操作数据.大量的Recordset对象方法和属性可用于对数据行进行检查.定位和操作.
例如:Recordset常用的Fields集合.CursorLocation属性.BOF属性和AddNew方法:⑤更新数据,对于添加.删除和修改数据行,在此采用复制缓冲区模式,即不立刻更改Recordset,而是将更改写入内部缓冲区,如果不想进行更改,内部缓冲区将被放弃;⑥结束更改及对错误操作的处理.
2.2.3点焊信息管理系统的功能基于以上模块设计和软件环境,完成了对轿车车身点焊信息计算机管理系统的开发.系统的主界面如图5所示.

(1)数据的录入和修改.系统的数据项涵盖了焊接工位信息.设备信息和工艺信息.其中工位信息提供以工位为中心的焊接工序.加工部位.焊接设备的管理;设备信息提供设备的主要参数性能.电极与焊枪的配合以及故障维修的管理;工艺信息提供不同板材的规范工艺参数.这些数据都为保证焊接质量发挥着重要的作用.对这些数据,系统都提供了添加.修改.更新.删除.图表显示等操作.
(2)数据的查询检索,查询部分的内核采用基于SQL语言的多关键字复合查询和连接查询,可以选择查询不同字段和它们间的逻辑关系,可以实现多个关系表之间的连接查询.为了方便用户,对查询的结果采用网格列表浏览.例如:复合查询允许用户根据材料的编号.类型.名称进行复合查询;连接查询实现工位信息和设备信息表的连接查询.
(3)数据库的维护.输出和浏览.为了保证数据库系统的安全性.有效性.完整性,程序中还设置了用户登录权限管理,数据输入的有效性检查.数据报表的打印和数据库报表文件输出为文档或Excel格式等功能.
3基于DSP的低压动态无功功率补偿控制器及装置随着工业生产的发展,大功率非线性负荷的增加,现场设备对电网的冲击和谐波污染不断上升,引发多电能质量问题,功率因数低.谐波含量高.三相不平衡.功率冲击.电压闪变和波动.谐波和不平衡是许多电力事故诱发的原因,如继电保护装置误动.变压器绝缘损坏.电容器烧毁,并会大大缩短电气设备的寿命.
汽车车身主要工艺设备是点焊机,点焊机大多是单相冲击性负载,瞬间冲击电流大,功率因数约为0.6.由于焊机产生闪变给干线带来谐波和感性无功功率,使供电电压非对称性波动,或引发故障.
此时因电压明显跌落,会直接影响焊接质量,产生虚焊或过熔.传统的补偿设备检测速度慢,无法实时进行投切,因此采用实时无功功率补偿装置能够:
①提高功率因数,从而提高设备的利用率;②减少供网的有功损耗;③合理地控制供电系统的无功功率流动,从而提高电网水平,改善供电质量;④改善电网电压波形,减小谐波分量和负序电流问题;⑤针对电容器.电缆.变压器,避免高次谐波引起的附加电能损失和局部过热.
3.1 基于DSP的动态无功功率控制器的设计动态无功功率控制器以数字信号处理器(DSP)为,系统抗干扰能力更强,信号处理速度更快,利用瞬时无功理论来计算补偿对象,控制目标多样性.合理的无功功率补偿控制应不发生过补偿;无冲击投切;反应灵敏.迅速;限度地利用补偿设备提高电网的功率因数;无投切振荡等.
本控制器采用无功功率.电压和功率因数综合控制方式进行控制.以功率因数控制为基础,电压和无功功率控制避免投切振荡,电压.电流设定值为控制投切的约束条件,实现了智能性综合控制.
传统的自动无功补偿装置就是通过单片机进行控制实现电容器组的投切.但是,电网中存在谐波时,投切电容器组有可能发生谐波放大,甚至造成系统过电压.过电流.绝缘损坏.系统震荡甚至颠覆解列.因此,在无功补偿的同时,测量和抑制电网中的谐波量非常重要,且对系统的无功进行准确补偿也建立在对系统各项参数进行准确测量的基础上.
单片机作为控制器的系统受硬件资源和速度的限制,采样并不高,每周波的采样点少,只支持计算量小的算法,限制了测量的和响应的速度.采用DSP作内核的带电力监测的无功补偿装置能更好地满足实时胜和性的要求,其电路如图6所示.

3.1.1输入模拟量(1)工作电源.额定电压工作范围AC/DCl65.
265 V.
(2)电压模拟量.额定输入电压模拟量三相四线380/220V,50Hz,正弦波形.
(3)输入电流模拟量.额定输入电流模拟量5 A,50Hz.
3.1.2测量及显示电压--各相电压;电流--各相电流;有功功率--各相及总和;无功功率-各相及总和;视在功率--各相及总和;频率;功率因数--各相及平均;有功电能--各相及总和;无功电能--各相及总和;谐波频谱分析--各相2.64次.
3.1.3控制功能(1)功能设置.三相对称补偿和分相补偿组合;投入.切除门限设定值;延时设定值;过电压保护设定值;谐波超值保护设定值;容错功能;硬件或软件闭锁功能.
(2)显示功能.工作电源.工作显示;超前.滞后显示;输出回路工作状态显示;过电压保护动作显示;电网即时运行参数及设定值调显功能;监测或统计数据调显功能;谐波超值保护动作显示;手动.自动指示显示.
(3)延时及加速功能.输出回路动作应具有延时及过电压加速动作功能.
(4)程序投切功能.手动或自动投切选择,自动状态时应具有自动循环投切.
(5)自检复归功能.控制器每次接通电源应进行自检并复归输出回路(即输出回路处在断开状态).
(6)投切振荡闭锁.在轻负荷时,控制器应有防止投切振荡的措施.
(7)闭锁报警.当系统电压大于或等于一定值时(该值可调),闭锁控制器投人回路;投切器内部发生故障时,闭锁输出回路并报警;执行回路发生异常时,闭锁输出回路并报警.
(8)数据传输.用中间体(如抄表器)抄录实时数据和历史数据.
通过采样系统的三相电压和三相电流,根据电压.电流的幅值及相位计算系统无功功率,并与设定的投人门限.切除门限相比较,再考虑系统电压幅值情况确定电容器组的投切,投切命令输入到触发电路,由触发电路控制晶闸管在电压正向峰值时投入电容器,按照“在保证电压不越限的前提下,使变压器从系统中吸收的无功”的原则对电容器组进行控制,能有效改善电压质量,提高功率因数,降低网络损耗.电容器分组采用二进制方案,即采用(K一1)个电容值均为C的电容和一个电容值为(C/2)的电容,这样的分组可使组成的电容值有2K级.电容量那一路作为单位电容量,它的大小决定了补偿.
系统为TMS320LF2000的DSP控制,实时监测电力系统无功功率和电压并跟踪系统无功功率的大小,采用晶闸管投切并联电容器组的方式.
该装置因响应速度快.动态性能好,所以能对快速变化的无功进行跟踪补偿.该装置具备完整的显示控制保护功能.根据需要可显示功率因数.系统电压.负载电流.无功功率等值.并可实时在线设置投人门限.切除门限.过电压.欠电压.延时值等参数.
能延时可调.过压自动切除,能有效地提高功率因数改善电压质量.降低电能损耗.消除电压波动.滤除高次谐波,抑制电压闪变,减少电压不平衡,可广泛应用低压配电系统及工矿企业.
3.1.4控制系统构成采用TI公司的TMS320F28335作为主控制器,该芯片是TMS320C2000平台下的一种浮.点,DSP芯片,是一款专为控制设计的单片机.处理速度很决,达到150 MIPS,在晶振频率为30 MHz时,计算512点的FFT运算用时仅200 ms,特别适合于处理谐波分析.用到的数字滤波和傅立叶变换等运算的微处理器,同时又具有低成本.低功耗.高性能的处理能力.
信号采集单元包括电压.电流信号形成回路.低通滤波回路(ALF)此模块单元的作用是将电压互感器(YH)和电流互感器(LH)二次输出的电压.电流模拟量经过上述环节处理成大小与输入量成正比.相位不失真的模拟量,输入到DSP的A/D转换通道进行采样,将其转化为计算机能接受与识别的数字量,再进行数据处理及运算.
模数转换器为F28335自带的带内置采样和保持的A/D转换器,具有12位,转换速度快达到80 as,并且可以同时采样16路信号.有多个触发源可以启动AD转换,包括软件启动.EVA,EVB和外部触发(ADCSOC).模数转换模块的排序器包括两个独立的多可选择8个模拟转换通道的排序器(SEQI和SEQ2),这两个排序器可被级联成个多可选择16个转换模拟通道的排序器(SEQ o在这两种工作方式下,ADC模块都能够对一序列转换进行自动排序.转换后的数值结果保存在该通道相应的结果寄存器中,这样用户可以对同一个通道进行多次采样,采样结果分辨率高.
F28335自带256 kB的Flash,外部可扩展1MBit数字存储器和1MBit程序存储器.无源晶振采用30 MHz,经内部时钟定位(PLL)5倍频得到28335的主频为150 MHz.PLL采用外部滤波环电路来消除抖动.
电源监控芯片选择了TI公司的TPS7333Q,此芯片可将5 V电压转换成DSP需要的3.3 V电平,并有电平监控的功能,系统采用液晶显示测量结果,并由键盘输入命令,信号经运算处理后,可由液晶显示器显示结果,便于观察,也可由RS一232接口与上位机进行通信,上传数据,便于存储和查询.
通信电路采用符合RS一232标准的驱动芯片MAX3232,进行串行通信.MAX3232芯片功耗低.集成度高,3.3 V供电,具有两个接收和发送通道.
DSP在一个工频周期内等间隔地采集512个瞬间电压.电流数据后,经DSP处理算出电网电压.电流(包括零序电流).功率因数.无功功率.有功功率.电压电流.l~64次谐波等负荷参数值,存储并送参量到显示单元显示,同时根据现场的实际情况通过控制器键盘设置参数来控制电容投切.实现分补.共补同时控制.在被谐波污染的电网中,一般在电容器上串联电抗,以抑制和防止谐波放大.本系统采用实时跟踪监测电网中的谐波量的方法,在电网中的谐波量超出设定值时,停止投人电容器,并报警信号.
4结论DSP在电阻焊控制器的应用极大地推进了点焊过程的发展,DSP的高速运算和通信能力适应了汽车点焊生产控制信息化.智能化的发展需求,有效的提高焊点质量,强化了电阻电焊过程的监控管理,对提高车身质量有着重要意义.基于DSP的低压动态无功功率补偿控制器为汽车焊接供电电源的无功补偿提供了有利的设备,为安全补偿.有效节能生产提供了保障.DSP的应用为精细点焊控制.改善焊接质量.提高信息化管理水平提供了一系列全面的解决方案.
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。