以往薄膜幅宽在5.2 m 以下的双向拉伸薄膜成套设备中,通常横向拉伸机左右链铗的传动是由一台电机通过左右传动轴和齿轮箱及链轮驱动的;当薄膜幅宽超过5.2 In后,横向拉伸机(rIDO)设备宽度相应要增加,而薄膜产量的提高,除了有宽幅的拉膜设备外,还需要大幅提升拉膜设备的生产速度。但生产速度的提高,使得齿轮传动机构和连接轴的体积和质量都相应增加,若继续沿用单电机的驱动方式,使得横向拉伸机(TD0)的动态机械负载平衡性及可靠性和机加工都很难满足生产工艺要求。为此,采用两台电机分别直接驱动左右齿轮箱和链轮,左右齿轮箱之间用一根传动轴刚性连接,从而降低了传动机械的转动惯量和振动幅度,提高了动态机械负载平衡性及可靠性,降低了机加工难度。但由此引出的新问题是:如何使控制系统满足驱动左右齿轮箱两台同功率电机的负载平衡和同步驱动的要求。变频器的英文译名是VFD,这可能是现代科技由中文反向译为英文的为数不多实例之一。变频器是应用变频技术与微电子技术,通过改变电机工作电源的频率和幅度的方式来控制交流电动机的电力传动元件变频器是利用电力半导体器件的通断作用将工频电源变换为另一频率的电能控制装置,能实现对交流异步电机的软起动、变频调速、提高运转、改变功率因数、过流/过压/过载保护等功能一般的V控制的变频器又难以满足此要求。本文着重介绍了采用矢量控制变频技术,实现2台变频器分别拖动2台电机同步驱动同一负载,实现高、大转矩调速的问题。
1 横向拉伸机(TDO)对控制系统的要求
影响薄膜质量的因素有很多,如生产工艺参数、设备加工和安装、生产温度及速度的控制、生产操作人员的技能等,都会对薄膜质量产生影响。但从薄膜成套设备的角度来看,横向拉伸机( I1DO)对薄膜的质量特别是成膜率,有着直接的影响。由于横向拉伸机的结构特点是用两台相同功率的交流电机分别驱动左右齿轮传动机构,交流电机是用于实现机械能和交流电能相互转换的机械。由于交流电力系统的巨大发展,交流电机已成为常用的电机。交流电机与直流电机相比,由于没有换向器(见直流电机的换向),因此结构简单,制造方便,比较牢固,容易做成高转速、高电压、大电流、大容量的电机。交流电机功率的覆盖范围很大,从几瓦到几十万千瓦、甚至上百万千瓦。20世纪80年代初,的汽轮发电机已达150万千瓦。而左右齿轮传动机构之间有-N性相连的连接轴,这样就使得横向拉伸机在传动结构上和负载的性质上变成了两台电机同时驱动一个负载的形式(如图1)。
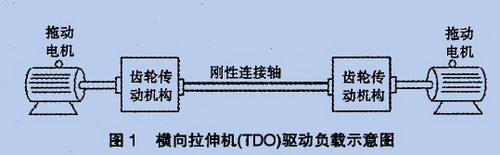
如图1所示,这种传动结构形式的好处就是使得左右链条永远I司步运行,而不会出现左右链条之间在运行过程中产生速差使薄膜破裂的现象。根据薄膜生产工艺的特点,横向拉伸机(TD0)除了与整条生产线要保持速度链关系外,其本身左右链条的两台驱动电机还要保持速度同步和机械动态负载平衡的关系,否则将会出现因两台电机速度不同步,而造成两台电机承受的机械负载不平衡,出现一台电机电流过大,而另一台电机电流过小的情况。严重时还会造成变频器因电流过大而频繁出现过载保护现象,使得控制系统无法正常工作,这对控制系统和电机以及机械设备都是极为有害的。
2 横向拉伸机(TDO)控制系统组成和工作原理
2.1 变频器的选择
采用一般的通用变频器给异步电动机供电时,可以实现电机无级平滑调速。但是,调速时有静差,不高,调速范围在hl0左右,而且不能像直流调速系统那样提供很高的动态性能。所以,一般v/F控制模式的变频器不论是静态的稳速还是动态响应速度,都无法满足薄膜生产工艺的要求。而矢量控制变频器的特点是:采用由转子磁链决定d一轴方向的dq同步旋转坐标系,把异步电机的定子电流分解为其励磁分量和转矩分量,得到类似于直流电机的转矩模型,再采取措施把非线性系统变换成两个独立的转速和转子磁链的子系统,从而模仿直流电机分别用PID调节器进行控制。PID控制及其控制器或智能PID控制器(仪表)已经很多,产品已在工程实际中得到了广泛的应用,有各种各样的PID控制器产品,各大公司均开发了具有PID参数自整定功能的智能调节器(intelligent regulator),其中PID控制器参数的自动调整是通过智能化调整或自校正、自适应算法来实现。有利用PID控制实现的压力、温度、流量、液位控制器,能实现PID控制功能的可编程控制器(PLC),还有可实现PID控制的PC系统等等。可编程控制器(PLC)是利用其闭环控制模块来实现PID控制,而可编程控制器(PLC)可以直接与ControlNet相连,如Rockwell的 PLC-5等。还有可以实现PID控制功能的控制器,如Rockwell 的Logix产品系列,它可以直接与ControlNet相连,利用网络来实现其远程控制功能。所以,矢量控制变频器有像直流调速系统那样优异的调速和动态响应速度以及很宽的调速范围(hl00)和完备的转矩控制功能,完满足薄膜生产工艺要求。所以在该控制系统中选择西门子6SE70系列矢量控制变频器作为电机的速度控制调节器和转矩控制调节器。
2.2 双电机同步驱动同一负载的基本要求
两台矢量控制变频器驱动2台电机拖动同一个机械负载的基本要求是:
(1)两台变频器必须保持严格的同步运行关系;
(2)两台变频器之间实现动态和稳态负载的自动平衡分配。
2.3 三种基本的控制方案
下面介绍的三种基本控制方案可以满足上述的基本要求。
(1)转矩跟踪控制方案1将两台矢量控制变频器的其中l台作为主动装置,另1台作为从动装置,主从两装置之间用串行方式连接成主从控制方式;在主动装置上加装一块SCB2接口板,在从动装置上加装一块13oo工艺板(如图2)。

生产线速度链的调速信号送至主动装置,再经SCB2接口板分配到从动装置的T300工艺板上,应用T30o工艺板的多电机传动控制功能通过转矩限制的软特性和补偿进行负载平衡调节,使两台变频器之间实现动态和稳态负载的自动平衡分配。该方法的缺点是要增加一块SCB2接口板和一块。I.3oo工艺板。
(2)转矩跟踪控制方案2同样将两台矢量控制变频器连接成主从控制方式(如图3)。
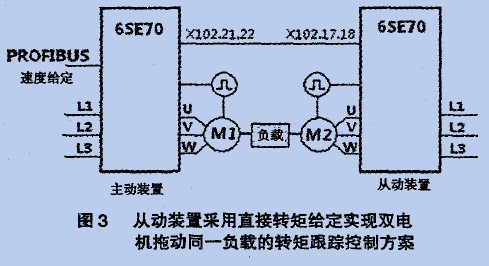
生产线速度链的调速信号送至主动装置,而主动装置的转矩输出信号经主动装置的模拟量输出口X102.21.22端子送至从动装置的模拟量输入口X102.17.18端子,作为从动装置的转矩给定信号,并将主动装置设置成编码器反馈的速度闭环控制模式,而从动装置设置成带编码器反馈的直接转矩控制模式,编码器(encoder)是将信号(如比特流)或数据进行编制、转换为可用以通讯、传输和存储的信号形式的设备。 编码器把角位移或直线位移转换成电信号,前者成为码盘,后者称码尺。按照读出方式编码器可以分为接触式和非接触式两种。接触式采用电刷输出,一电刷接触导电区或绝缘区来表示代码的状态是"1”还是“0”;非接触式的接受敏感元件是光敏元件或磁敏元件,采用光敏元件时以透光区和不透光区来表示代码的状态是"1”还是"0”,通过"1”和“0”的二进制编码来将采集来的物理信号转换为机器码可读取的电信号用以通讯、传输和储存。这样从动装置输出的转矩值就紧紧跟随主动装置的转矩值,确保主从装置的同步运行以及动态和稳态负载的自动平衡分配。
(3)转矩跟踪控制方案3同样将两台矢量控制变频器连接成主从控制方式(如图4)。
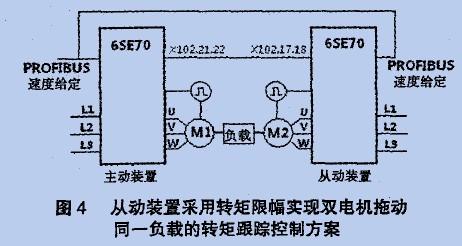
生产线速度链的调速信号经PROFIBUS总线送至主、从控制装置,再将主动装置的转矩输出信号经主动装置的模拟量输出口X102.21.22送至从动装置的模拟量输入口X102.17.18端子,作为从动装置的转矩限幅信号;实际应用时,先人为将从动装置的速度给点值设成约大于主动装置的速度给点值,使从动装置实际运转速度约大于主动装置的实际运转速度;如果没有将主动装置输出的转矩限幅信号送至从动装置的模拟量输人口,作为从动装置的转矩限幅给定信号,但从动装置因受主动装置转矩限幅信号的制约,而始终与主动装置的负载转矩保持动静态的自动平衡分配。
3 结论
根据双向拉伸薄膜横向拉伸机(TI)o)设备中两台电机同步拖动同一负载的实际情况及薄膜的生产工艺要求,提出了采用两台矢量控制变频器分别驱动两台电机的转矩跟踪控制方案,其中方案二已经实验证实可行,方案三已在一条5.2 m双向拉伸薄膜生产线的横向拉伸机(TD0)上得到了实际应用。同时,对其他有类似的控制要求的行业,也有很好的借鉴意义和广泛的应用前景。
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。