
恒温电烙铁具有优于传统的电热丝烙铁芯,具有升温迅速、节能、工作可靠、寿命长、成本低廉的特点。它的内部采用高居里温度条状的PTC恒温发热元件,配设紧固导热结构。采用低电压PTC发热芯就能在野外使用,便于维修工作。

1.结构独特,手柄温升低,手感轻巧.
2.快速升温,通电1分钟后即可溶锡焊接.
3.工作电压范围a.c200V~240V 50Hz
4.自动恒温.温度恢复性好.
5.高效节能,耗电量比普通电烙铁底50%
6.更换发热元件容易,方便,快捷.
7.调节手柄上旋钮,可以在200度--450度之间任意设定所需温度,其温度稳定性达到±5%,LO-100度 M-250度 HI-450度.
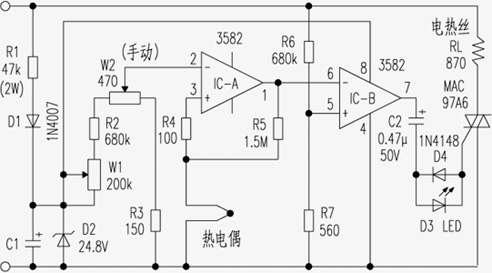
恒温电烙铁的设计图:
设计分析:
该电烙铁控温范围是100℃~400℃,调温标志标明低、中、高位,控温精度标称±5%,采用了热电偶传感器。控制电路采用了交流市电直接降压、滤波、稳压供电方案。
市电AC220V经R1降压、D1半波整流、D2削波稳压、C1滤波后作为比较器件IC的电源电压及调温设定电压源。IC-A③脚为热电偶检测电压输入端(与温度值对应);②脚为调温设定电压。在②、③脚两端电压比较后,由①脚输出。其中R5的作用是将输入的很少一部分反馈至同相输入端③脚,以使在小信号波动时输出锁定不变。当热电偶检到温度偏低时;③脚电平相对②脚低,使输出①脚也低。进而使IC-B放大器⑥脚相对于固定偏置的⑤脚偏低,使输出⑦脚为高。由于IC-B⑤脚电压是由AC220V经R6、R7分压而得,因而,频率、相位完全与AC220V相同。与⑥脚直流比较后在⑦脚输出交流电压。该交流电压经C2、D4、D3和D4反向并联(作用同双向二极管)触发双向可控硅,使相应的电压加到烙铁电热丝上,以达到恒温的目的。
部分元器件的功能介绍
电路图设计好了,接下来就是布置元器件了,恒温可调电烙铁主要是通过热电偶、集成电路控温,恒温精度高,焊接温度可调,高强度工程塑料手柄,它主要是由这些元器件构成的:两个黑红二级管、烙铁芯、一个发光二级管、热电偶、一个可调电阻、一个传感器、HA17358一只,两个电解电容、一个金属膜电阻和一个稳压管等组成。
每个元器件都有各自的用处:可调电阻用来调节温度的,稳压管和金属膜电阻的所起的作用是保护电路,电解电容是用来滤波将交流转换为直流。热电偶是用来检测烙铁芯的温度,当烙铁芯的温度达到调节手柄的温度时是通过它来停止加热的。
这是需要着重说明一下的是热电偶测温的应用原理:
热电偶测温的应用原理:
热电偶是工业上最常用的温度检测元件之一。其优点是:
①测量精度高。因热电偶直接与被测对象接触,不受中间介质的影响。
②测量范围广。常用的热电偶从-50~+1600℃均可边续测量,某些特殊热电偶可测到-269℃(如金铁镍铬),可达+2800℃(如钨-铼)。
③构造简单,使用方便。热电偶通常是由两种不同的金属丝组成,而且不受大小和开头的限制,外有保护套管,用起来非常方便。
a.热电偶测温基本原理
将两种不同材料的导体或半导体A和B焊接起来,构成一个闭合回路。当导体A和B的两个执着点1和2之间存在温差时,两者之间便产生电动势,因而在回路中形成一个大小的电流,这种现象称为热电效应。热电偶就是利用这一效应来工作的。
b.热电偶的种类及结构形成
(1)热电偶的种类
常用热电偶可分为标准热电偶和非标准热电偶两大类。所调用标准热电偶是指国家标准规定了其热电势与温度的关系、允许误差、并有统一的标准分度表的热电偶,它有与其配套的显示仪表可供选用。非标准化热电偶在使用范围或数量级上均不及标准化热电偶,一般也没有统一的分度表,主要用于某些特殊场合的测量。标准化热电偶
(2)热电偶的结构形式 为了保证热电偶可靠、稳定地工作,对它的结构要求如下:
① 组成热电偶的两个热电极的焊接必须牢固;
② 两个热电极彼此之间应很好地绝缘,以防短路;
③ 补偿导线与热电偶自由端的连接要方便可靠;
④ 保护套管应能保证热电极与有害介质充分隔离。
c.热电偶冷端的温度补偿
由于热电偶的材料一般都比较贵重(特别是采用贵 金属时),而测温点到仪表的距离都很远,为了节省热电偶材料,降低成本,通常采用补偿导线把热电偶的冷 端(自由端)延伸到温度比较稳定的控制室内,连接到仪表端子上。热电偶补偿导线的作用只起延伸热电极,使热电偶的冷端移动到控制室的仪表端子上,它本身并不能消除冷端温度变化对测温的影响,不起补偿作用。因此,还需采用其他修正方法来补偿冷端温度t0≠0℃时对测温的影响。
在使用热电偶补偿导线时必须注意型号相配,极性不能接错,补偿导线与热电偶连接端的温度不能超过100℃。
工作原理
电烙铁的工作原理是:220V的电压通过电源线加到发热芯,发热芯将电能转化为热能通过热传递,使电烙铁头达到或超过焊锡熔化的温度.
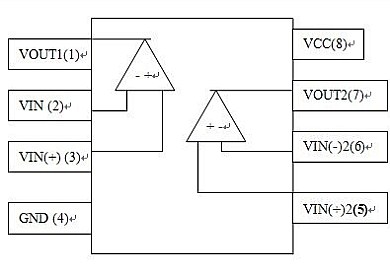
HA17358的引脚功能:
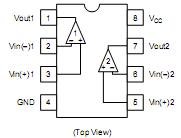
图 1-2 HA17358的引脚图
VOUT1:电压输出
VIN:电压输入
GND:接地
VCC:电源
VOUT2:电压输出
PWM可调原理
PWM(Pulse Width Modulation)控制——脉冲宽度调制技术,通过对一系列脉冲的宽度进行调制,来等效地获得所需要波形(含形状和幅值)
PWM控制技术在逆变电路中应用最广,应用的逆变电路绝大部分是PWM型,PWM控制技术正是有赖于在逆 变电路中的应用,才确定了它在电力电子技术中的重要地位。
PWM控制的基本原理
理论基础:
冲量相等而形状不同的窄脉冲加在具有惯性的环节上时,其效果基本相同。冲量指窄脉冲的面积。效果基本相同,是指环节的输出响应波形基本相同。低频段非常接近,仅在高频段略有差异。
PWM技术的具体应用
PWM软件法控制充电电流
本方法的基本思想就是利用单片机具有的PWM端口,在不改变PWM方波周期的前提下,通过软件的方法调整单片机的PWM控制寄存器来调整PWM的占空比,从而控制电流。
优点:
简化了PWM的硬件电路,降低了硬件的成本。利用软件PWM不用外部的硬件PWM和电压比较器,只需要功率MOSFET、续流磁芯、储能电容等元器件,大大简化了外围电路。
缺点:
效率不是很高。在快速充电时,因为采用了充电软启动,再加上单片机的PWM调整速度比较慢,所以实际上停止充电或小电流慢速上升充电的时间是比较大的。
为了克服2和3缺点带来的充电效率低的问题,我们可以采用充电时间比较长,而停止充电时间比较短的充电方式,例如充2s停50ms,再加上软启动时的电流慢速启动折合成的停止充电时间,设定为50ms,则实际充电效率为(2000ms-100ms)/2000ms=95%,这样也可以保证充电效率在90[%]以上。
1、恒温电烙铁的握法
恒温电烙铁的握法分为三种。
① 反握法 是用五指把电烙铁的柄握在掌内。此法适用于大功率电烙铁,焊接散热量大的被焊件。
② 正握法 此法适用于较大的电烙铁,弯形烙铁头的一般也用此法。
③ 握笔法 用握笔的方法握电烙铁,此法适用于小功 率电烙铁,焊接散热量小的被焊件,如焊接收音机、电视机的印制电路板及其维修等。
2、恒温电烙铁使用前的处理
在使用前先通电给烙铁头 “ 上锡 ” 。首先用挫刀把烙铁头按需要挫成一定的形状,然后接上电源,当烙铁头温度升到能熔锡时,将烙铁头在松香上沾涂一下,等松香冒烟后再沾涂一层焊锡,如此反复进行二至三次,使烙铁头的刃面全部挂上一层锡便可使用了。电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断,缩短其寿命,同时也会使烙铁头因长时间加热而氧化,甚至被 “ 烧死 ” 不再 “ 吃锡 ” 。
3、恒温电烙铁使用注意事项
① 根据焊接对象合理选用不同类型的电烙铁。
② 使用过程中不要任意敲击电烙铁头以免损坏。内热式电烙铁连接杆钢管壁厚度只有 0.2mm ,不能用钳子夹以免损坏。在使用过程中应经常维护,保证烙铁头挂上一层薄锡。