1 前 言
目前国内外染整设备技术发展总的趋势是向环保、绿色、节能、低耗、高效、智能化方向发展。磨毛整理机的发展仅有几十年的历史。以德国、意大利为主的一些超柔软磨毛整理机诞生于上世纪90年代,到今天已经形成了广泛应用计算机控制等高新技术的发展趋势。随着电子技术的迅猛发展,国内磨毛机技术的进步也相当的快,新一代磨毛机研发于21世纪初,但到目前为止其技术水平和国际磨毛机尚有一定差距 。国内外磨毛机产品的技术现状对比分析如表1.1所示。
织物的张力 是织物与磨毛辊接触松紧度的表现。在磨毛过程中,布面张力越大,布面与磨毛辊接触越紧密,磨毛效果越好。但张力不能过大,否则织物强力下降也越多,影响织物性能,使磨毛效果变差,出现布面发花、绒毛不均匀,导致磨柳等疵品。织物保持恒定的张力可避免出现表面绒毛出现裂缝等瑕疵,所以在高速运行的磨毛机上,实现织物的实际张力保持恒定非常关键。
2 磨毛机主要工作单元
其中进布辊、前导辊、后导辊、上导辊和出布辊为导布系统辊,是由伺服系统控制。锡林、左右磨辊和可调速扩幅辊由变频控制。不可调速扩幅辊跟随可调速扩幅辊启动、停止。
张力控制过程为:以织物张力为控制量,以导步辊转动速度为控制量建立恒张力闭环控制子系统。PCC通过模拟输入端口实时接收张力传感器检测回来的值,从而判断各处张力大小,根据张力设定值,运用PCC内部的PID控制算法,计算出伺服电机转速变化量,通过高速脉冲输出端口发送脉冲信号给伺服驱动器驱动电机旋转,保证运行过程中系统张力恒定。
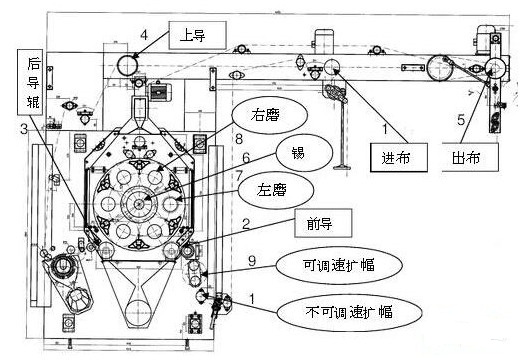
图2.1磨毛机主要工作单元构成
(1)进布辊(2)前导辊(3)后导辊(4)上导辊(5) 出布辊
(6)锡林(7)左磨辊(8)右磨辊(9)可调速扩幅辊(10)不可调速扩幅辊
3 电控系统框图
本项目的电控系统主要由触摸屏、PCC控制器、张力传感器、伺服控制系统、变频控制系统这5个部分组成 。其系统控制框图如图3.1所示。
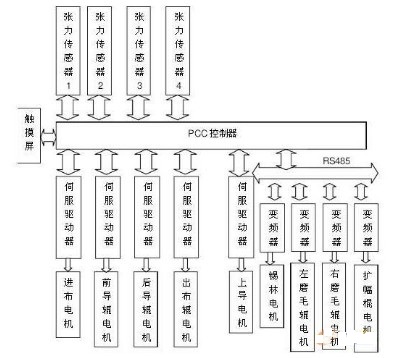
图3.1 磨毛机电控系统总体框图
本项目中电控系统设计的主要是保证织物在正常运行过程中的张力恒定,通过张力传感器检测和织物进布速度的闭环控制,用通讯方式同步,实现恒张力的实时控制以及多电机之间的同步协调运动。即采用多轴传动张力控制系统,设计能够反应真实变化的张力采样方式,在运行过程中织物的实时张力通过4个张力传感器进行检测,然后与设定的张力值进行比较, PCC内部的PID模块对实际张力进行自动调整,保证织物在运行过程中张力恒定。其触摸屏采用的是B&R Power Panel 300 embedded,伺服电机采用的是B&R 8MS同步伺服电机。
4 基于PCC的软件框架设计
系统软件采用模块式编程,软件部分主要由“PT界面设计”、“主从通讯”、“变频器控制”、 “伺服电机控制”及“张力调节” 等模块组成。这里主要介绍张力调节模块的设计。
4.1 PCC控制的软件框架
开关量和4个伺服的控制程序及驱动程序等在PCC中编写。PCC的软件框架图如图4.1所示。
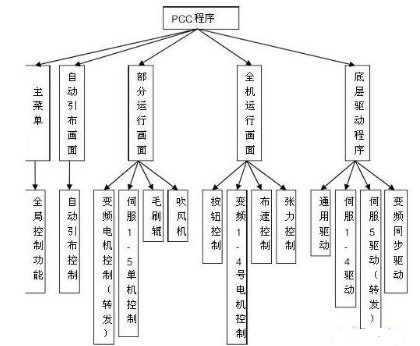
图4.1 PCC的软件框架图
4.2 PCC的软件框架
上导伺服5和4个变频器的控制程序放在PCC中编写。PCC的软件框架图如图4.2所示。
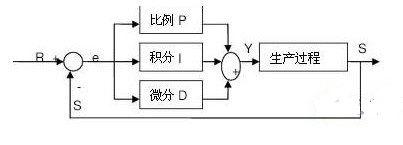
图4.2 PCC的软件框架图
4.3张力调节模块设计
由于伺服控制系统不仅能控制速度,还能控制位置,与变频调速相比,伺服控制更、可靠。所以本设计中张力调节控制采用的是伺服控制系统,其控制软件采用PCC的内置PID调节 。
PID调节器由比例调节器(P),积分调节器(I)和微分调节器(D)构成,图4.3所示为PID控制系统框图。
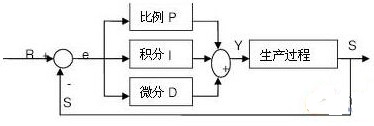
图4.3 PID控制系统框图
图中R为设定的期望值,Y为控制变量,S为实际输出值,e为控制偏差值(e=R-S)。
工作原理:直接采用PCC里面具备的PID指令编程模块,从模拟量输入通道获取指定的张力信号---》AD---》张力数字量---》进入PID模块,按照设定参数(比例系数、微分时间、积分时间等)通过PID计算----》调整后的张力值,将运算结果放到输出通道。通过公式转换计算出调整后的频率值。
4.3.2 PID控制算法
PID控制是根据给定值R(t)与实际输出值S(t)之间的偏差e(t)来进行控制的。将偏差的比例 (P),积分(I),和微分(D)通过线性组合构成控制量,对受控对象进行控制 。
PID控制算法的基本运算式如下:
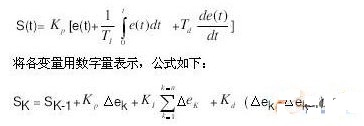
在张力控制中,综合考虑PCC的运算速度和伺服控制系统转速以及控制的要求,采样周期设为200ms。
式中SK为第K次伺服电机输出脉冲频率,控制伺服电机的速度。SK-1 为上脉冲输出频率值。
△ek为实际输出的脉冲数和应该要输出的脉冲数之差。
△ek= ek- ek-1为第K次采样所获得的偏差数。
△ek-1= ek-1- ek-2为第K-1次采样所获得的偏差数。
Kp,Ki,Kd分别为比例系数、积分系数、微分系数。
实际调试过程可对Kp,Ki,Kd进行调试,选定合理的值,保证偏差控制在合理的范围之内。
4.3.3 张力控制程序流程图
张力控制程序流程图如图4.4所示。
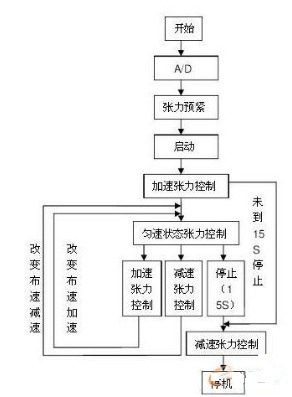
图4.4 张力控制程序流程图
首先张力传感器的值被传送到PCC的模拟输入通道,通过模拟量转换为数字量,之后可以先进行张力预紧,使运行前各张力达到设定值的70%左右,以免全机启动后张力立即松掉。
全机启动后,伺服和变频控制系统由0开始加速运转,进行加速过程中张力的实时控制。在加速15s后系统进入匀速运转阶段,此时,加速张力控制关闭,开启匀速状态张力控制来实现匀速状态下张力的实时控制。在匀速状态改变设定值,就进入加速或减速状态,时间为5s。张力控制采用传统的PID控制。全机停止时,开启减速张力控制,直到机器停止。
5 结束语
本设计主要从控制系统工作原理、硬件结构及软件模块设计等方面探讨了磨毛整理机电控系统。采用PCC作为控制单元,将导布系统用伺服控制系统代替变频控制系统后,使磨毛机运行过程中各张力值更加稳定。实现了技术突破,大大提高了生产效率和系统稳定性。织物经磨毛机加工后,手感柔软滑爽,绒毛短匀,有的织物可达到观之无毛摸之柔爽的效果,极大的提高了织物的附加值。
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。