随着世界范围内石油化工生产技术的不断进步,石油化工装置正朝着大型化、一体化、智能化和清洁化等方向发展。传统的企业生产过程控制系统和信息管理系统设计理念也随之发生了改变。从工厂操作、管理、维护的角度出发,要求过程控制系统和信息管理系统应具有开放性、可靠性、经济性、互操作性和易维护性。实现企业从原油选择、采购、生产加工过程到石油、化工产品出厂全过程的智能化管理,使企业的利润化。与国外的石化企业相比,中国石化企业还处在信息化建设的初级阶段。要在激烈的国际竞争中脱颖而出,我们必须拥有化视角和中国化创新,积极开发如数字油田、供应链一体化、物联网和云计算等先进的信息技术手段,以信息化带动工业化,以工业化促进信息化。
笔者从全厂自动化工程建设角度出发,通过分析国内外石油化工智能化生产技术现状与发展趋势,并结合正在实施的某大型炼油乙烯一体化项目,对智能化生产技术在炼油化工项目上的应用特点和实施策略进行了探讨。
1 石油化工智能化生产技术的概念及总体特征
1.1 "智能石化工厂"的概念
智能石化工厂"是以自动化技术、信息技术和现代管理技术相结合提升石化传统行业的综合技术,集石化业务规划决策优化、计划方案优化、调度优化和在线闭环控制优化于一身的综合技术。当前世界各国都十分重视发展该技术,实现了设计、生产管理和经营一体化。据悉,智能化工厂是美国ASPENTEC公司在上个世纪90年代率先提出的概念和解决方案。随后霍尼韦尔、Emerson、Invensys等公司相继提出了"一体化业务解决方案"、"数字工厂"、"智能工厂"等方案,并成功应用于大型项目中。世纪90年代末期,美国AspenTech公司率先提出"智能化工厂"(planteligence)概念及解决方案,并已在BP,Sh el等公司实施。随后Honeywel公司也提出了一体化业务解决方案(Business Flex)已在Exxon-Mobil,LG-CALTEX等公司实施。Emerson、Invensys等公司也相继推出数字工厂(digital Plant)、智能工厂(Smart Plant)、智能企业(Inteligent Enterprise)等方案。"智能石化工厂"将自动化技术和IT技术相结合,是集石化业务规划决策优化、计划方案优化、调度优化和在线闭环控制优化于一身的综合技术。同时,也是信息化集成应用平台。其体系结构是灵魂,模型是,应用构架是关键,优化技术是企业资源合理配置的手段,而控制技术是提高产品质量降低企业成本的重要途径。
智能石化工厂"到目前为止并未有一个统一的定义,其特征是依托数字化、网络化实现石化企业生产过程和经营过程中各环节的集中计划、监控、管理和协调,依托模型化、信息化对生产过程和经营过程以及战略决策进行模拟和调整。也可以说数字化、网络化、模型化、信息化的集成构成了智能化。现代化的石油化工厂,集成自动化系统水平不断提高。从工厂生产操作、管理、维护的角度出发,要求过程控制系统应具有开放性、高可靠性、互操作性和易维护性。通过生产操作自动化、经营管理信息化、生产管理与过程控制管控一体化,实现企业从原油选择、采购、生产加工过程到石油、化工产品出厂全过程的智能化生产及管理,使企业的利润化。
伴随着DCS、SIS、FGS、CCS、PLC等控制系统及现场总线技术、工业无线网络技术也日过程自动化领域成熟应用,将大大提高石油化工生产的智能化水平。
1.2 智能化生产技术的总体特征
智能化生产技术是制造业不断吸收机械、电气、电子、信息(计算机、网络、通信、控制论、人工智能等)、能源及现代系统管理等领域的成果,并将其综合运用于产品研发、设计、制造、检测、销售、使用、服务乃至回收的全过程,以实现优质、高效、低耗、清洁、敏捷、柔性生产,提高对市场动态多变的适应能力和竞争能力的制造技术的总称。
智能化生产技术是中国石化工业实现大型化、一体化、清洁化、高效化、国际化、现代化的需要,是石油化工流程进步的重大技术基础,其总体特征为:
(1)符合石油化工企业大型化、一体化、清洁化、高效化、国际化、现代化的需要,充分体现安全、健康、环保和循环经济的理念;
(2)生产过程控制装备的数字化、智能化、网络化;
(3)实现设计、生产、经营管理诸环节的柔性化、敏捷化、虚拟化;
(4)科研、设计、工程、生产、经营和决策的数字化、自动化、智能化、网络化;
(5)生产过程自动化与企业生产、经营管理信息化的一体化、集成化;
(6)公司与供应商、客户、合作伙伴协同业务的网络化、化。
2 智能化生产技术应用现状与发展趋势
2.1 应用现状
表1为国外部分发达国家石化企业智能化生产技术应用现状表;表2为国外部分发展中国家石化企业智能化生产技术应用现状表;表3为国内外部分石化企业的智能化生产技术应用现状比较表;图1为1998年中国与世界部分国家能源消耗对比图。
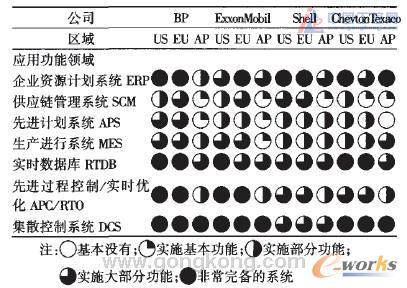
表1 国外部分发达国家石化企业智能化生产技术应用现状
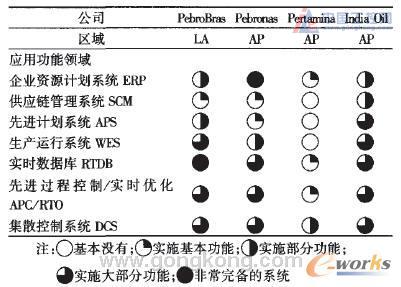
表2 国外部分发展中国家石化企业智能化生产技术应用现状
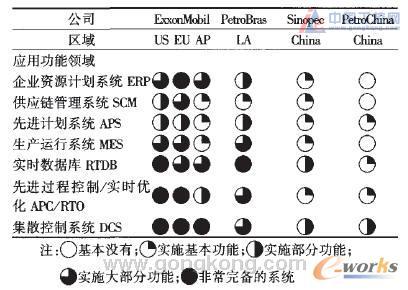
表3 国内外部分国家石化企业的智能化生产技术应用现状比较
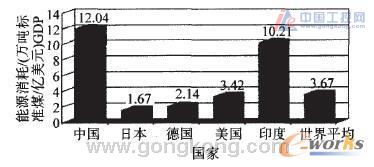
图1 1998年中国与世界部分国家能源消耗对比
从表1~3及图1可看出,我国的石化企业在智能化生产技术应用水平以及能源消耗方面与国外发达国家的石化企业存在相当大的差距。即使与国外部分发展中国家(如巴西、印度等)的石化企业相比,也存在一定差距。因此,大力推广智能化生产技术的应用,是提高我国石化行业的竞争力的重要策略之一,也是迫在眉睫的重要任务。
2.2 发展趋势
20世纪90年代至21世纪初,是信息技术、智能化技术高速发展的时代。由于信息技术、智能化技术特有的先导性、渗透性,使其在石油化工领域的发展呈现以下特点:
(1)开发开放式系统(Open System)。即将信息系统集成为大系统,从传感器到业务系统,从供应商到客户;
(2)开发系统、人工智能决策咨询工具,各个层次都广泛使用辅助决策;
(3)开发过程科学与工程技术(PS&ET),推广应用工艺过程软件;
(4)推进工厂智能化,开发虚拟工厂,模拟装置开工、停工和故障异常处理,验证生产过程中的物料、能量平衡。培训操作人员,改进生产方案和设计方案;
(5)发展智能仪表与现场总线。在高新技术推动下,自动化仪表与装置正跨入真正的数字化、智能化和网络化时代,其技术发展主流是测量信息数字化,检测仪表智能化和控制管理一体化;
(6)信息集成系统已经成熟为统一的模式-智能工厂;
(7)生产制造执行系统(MES)成为近10年来的热点;
(8)重视建立生产经营管理的模型;
(9)从ERP推广应用扩展到供应链管理(Suply Chain Management);
(10)电子商务(E-commerce)发展迅猛;
(11)重视知识管理系统(Knowledge Management System)。
3 全厂智能化总体解决方案
下面以某中外合资大型炼油乙烯一体化项目为例,对全厂智能化总体解决方案加以阐述。该炼 油 乙烯一体化项目主要由以下五大部分及其配套公用工程和辅助设施组成:
(1)新建8000kt/a年炼油厂,包括:常减压、车敷回收、燃料气/液化气脱硫/脱硫醇、加氢处理、柴油加氢精制、航煤加氢精制、加氢裂化、溶剂脱沥青、MTBE/1-丁烯、含硫污水汽提、硫磺回收等装置。
(2)新建800kt/a乙烯厂,包括:乙烯装置、汽油加氢装置、聚乙烯装置、聚丙烯装置。
(3)新建700k t/a芳烃联合装置(PX)。
(4)新建部分氧化及汽电联产(IGCC)装置。
(5)现有4000kt/a炼油厂改造(共改造5套装置)。
该炼油乙烯一体化项目全厂智能化总体解决方案采用自动化控制系统和信息管理系统集成的"管控一体化"方案。(见图2)
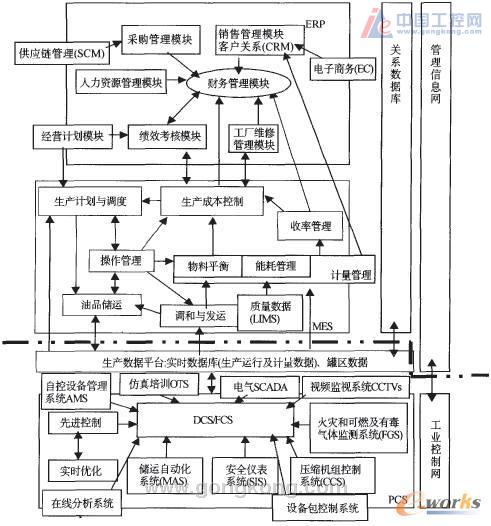
图2 管控一体化方案
3.1 自动化控制系统
自动化控制系统工程,机电技术服务,PLC程序(程式)设计,更改,伺服控制系统设计安装,变频控制系统设计安装,电机控制系统设计安装,液压气动控制系统设计安装,电加热控制系统设计安装,瓦斯加热控制系统设计安装,机电技术服务。以过程控制系统(PCS)为代表的自动化控制系统,又称为基础自动化层。主要包括:分散控制系统/现场总线控制系统(DCS/FCS)、安全仪表系统(SLS)、火灾及气体监测系统(FGS)、储运自动化系统(MAS)、压缩机组控制系统(CCS)、机组监控系统(MMS)、设备包控制系统(PLC)、在线分析仪系统(PAS)、仪表设备管理系统(AMS)、操作员培训仿真系统(OTS)、过程控制计算机系统(PCCS)(实施先进控制APC和实时优化RTO等)等系统,其是DCS/FCS系统。
自动化控制系统能实时监控生产操作、原料及产品储运、公用工程和产品质量等全过程,并且使生产操作安全、可靠、稳定、长周期及满负荷运行。
3.1.1 过程控制系统
PCS是Personal Communications Service的缩写,意思是"个人通讯服务".这是美国联邦通讯委员会(FCC)使用的一个术语,专指正在美国部署的一套数字蜂窝技术。PCS包括CDMA(也称作IS-95),GSM和主要用于北美的TDMA(也叫IS-136)。PCS的频率为1900MHz.所谓PCS其实就是美国数字移动通信系统服务的总称。具体而言,PCS就是一个包含数字手机、无绳电话(Codeless Phone)和固定无线连接(FWA)等范围更加广泛的通信服务的总称。虽然在日本也把包括PHS在内的移动电话总称为"手机",但是PCS则是一个意义更加广泛的术语。 PCS实现管控一体化,具有运行可靠、性能稳定、界面友好、操作方便、技术先进、结构灵活、维护简单和系统开放等特点。高标准、一体化的PCS是工厂实现安全、平稳、高效、低耗的生产保证,也为企业实现经营管理信息化、增强市场应变能力打下良好的基础。
PCS的总体目标:
(1)在健康、安全及环境保护方面有可靠保证;
(2)高质量的过程测量、调节控制、先进控制和实时优化集成,友好的人机接口;
(3)使由仪表保护系统及控制系统故障引起的装置非计划停工减至少;
(4)控制系统和仪表设备供应商应尽量单一化,具有的操作培训支持,达到少的人员配置水平,和少的备品备件;
(5)全部设备维护信息系统集成。包括历史分析、维护计划、库存控制及采购等等;
(6)为企业的每个生产装置、公用工程及辅助设施提供产品产量及质量、原料和公用工程消耗等;
(7)为信息管理系统提供实时数据库平台,实现物流、资金流和信息流三流合一,做到信息透明、资源共享。为生产和营销决策提供可靠的依据,使产品能适应市场需求变化并获得利润。
3.1.2 分散控制系统与现场总线控制系统
现场总线(Fieldbus)是近年来迅速发展起来的一种工业数据总线,它主要解决工业现场的智能化仪器仪表、控制器、执行机构等现场设备间的数字通信以及这些现场控制设备和控制系统之间的信息传递问题。由于现场总线简单、可靠、经济实用等一系列突出的优点,因而受到了许多标准团体和计算机厂商的高度重视。现场总线技术是20世纪80年代在国际自动化控制领域兴起的一项突破性技术。它集网络技术、通讯技术、计算机技术、智能化仪表技术和自动控制技术之大成,组成双向、多节点、全数字的开放式通讯系统。FCS位于PCS网络结构的底层,并直接与过程控制对象相连接。
FCS是继DCS之后的新一代控制系统,是过程控制系统发展的趋势,但其暂时还不会完全取代DCS.FCS具有下列特点:
(1)具有开放性、互操作性和互用性;
(2)具有现场设备智能化和功能自治化;
(3)具有功能高度分散化;
(4)有高准确性和高可靠性;
(5)可节省安装材料和减少调试工作量;
(6)可节省维护费用,使系统生命周期成本降低。
根据目前现场总线技术的发展趋势和应用情况,该大型炼油乙烯一体化项目采用DCS和FCS混合方案。
3.2 信息管理系统
信息管理系统分为两个层次,即生产运行管理层及生产经营管理层。
3.2.1 信息化目标
充分利用CIMS应用的已有成果和在CIMS建设中积累的技术、CIMS是英文Computer Integrated Manufacturing Systems或contemporary的缩写,直译就是计算机/现代集成制造系统。计算机集成制造----CIM的概念早是由美国学者哈林顿博士提出的。CIMS 定义:CIMS是通过计算机硬软件。并综合运用现代管理技术、制造技术、信息技术、自动化技术、系统工程技术。将企业生产全部过程中有关的人、技术、经营管理三要素及其信息与物流有机集成并优化运行的复杂的大系统。因此,企业作为一个统一的整体,必须从系统的观点、全局的观点广泛采用计算机等高新技术,加速信息的采集、传递和加工处理过程,提高工作效率和质量,从而提高企业的总体水平。 CIM概念已被越来越多的人所接受,成为指导工厂自动化的哲理,有越来越多的工厂按CIM哲理,采用计算机技术实现信息集成,建成了不同水平的计算机集成制造系统。经验,引进国际上成套的成熟软件,实施信息管理系统。统一生产和管理过程的数据源,实现从原料选择、采购、进厂、计量、加工、调和到出厂的全过程管理。使生产装置的稳定运转与优化操作在有效的监控下,为生产经营管理和生产优化操作提供安全可靠的信息化支撑平台,提高企业的综合竞争能力。
3.2.2 实施原则
实施原则是:"总体规划、高度集成、整体优化、分步实施".在实施过程中坚持统一规划、集中管理、统一投资,实现代码一致、数据一致、应用模型一致。
3.2.3 生产运行管理层
生产运行管理层在企业的整个信息系统中起着承上启下的作用,是企业生产运行操作信息和生产经营管理信息传送的纽带。生产运行管理层的是生产制造执行系统(MES)。制造执行系统 (manufacturing execution system,简称MES)是美国AMR公司(Advanced Manufacturing Research,Inc.)在90年代初提出的,旨在加强MRP计划的执行功能,把MRP计划同车间作业现场控制,通过执行系统联系起来。这里的现场控制包括PLC程控器、数据采集器、条形码、各种计量及检测仪器、机械手等。MES系统设置了必要的接口,与提供生产现场控制设施的厂商建立合作关系。MES包括:生产成本控制、生产计划与调度、操作管理、油品储运、油品调和与发运、物料平衡、能耗管理、计量管理、收率管理及实验室数据管理系统(LIMS)等等。其是生产成本控制。目前可以提供石化行业MES整体解决方案的公司有AspenTech、Honeywell、RIS等。
MES强调整个生产过程的优化和自适应能力,提高生产的灵活性。为此需要采集并统一生产过程中大量的实时数据和产品在生产过程中的信息,同时又与计划层和控制层双向通讯,接收必要的数据和指令,反馈处理的结果。
MES主要实现生产数据和管理数据的高度集成。MES以生产综合指标为指导,利用信息化手段,分解生产计划,执行优化的调度方案,对生产过程进行优化操作控制。将生产过程控制层送上来的数据进行必要的处理,形成企业统一的生产数据平台,为准确决策提供依据。同时,还承担各区域的协调管理、企业的总调度管理和异常情况下对内对外的协调工作等。
3.2.4 生产经营管理层
生产经营管理层主要是解决经营管理与业务流程问题,集成了企业的关键信息和数据,其是企业资源计划(ERP)。ERP主要包括:财务管理、供应链管理(SCM)、采购管理、销售管理(含客户关系管理(CRM))、 经营计划管理、人力资源管理、绩效考核管理、工厂维修管理、文档管理、办公自动化(以)及互联电子商务(EC)平台等,其是企业财务管理。
ERP系统以成本控制为中心,ERP系统是指建立在信息技术基础上,以系统化的管理思想,为企业决策层及员工提供决策运行手段的管理平台。它是从MRP(物料需求计划)发展而来的新一代集成化管理信息系统,它扩展了MRP的功能,其思想是供应链管理。它跳出了传统企业边界,从供应链范围去优化企业的资源。ERP系统集信息技术与先进管理思想于一身,成为现代企业的运行模式,反映时代对企业合理调配资源,化地创造社会财富的要求,成为企业在信息时代生存、发展的基石。它对于改善企业业务流程、提高企业竞争力具有显着作用。实现物流、资金流和信息流三流合一,做到信息透明、资源共享。同时加强财务与营销、人力资源、物资供应和资产管理的信息集成,充分合理利用各子系统信息,分析企业生产和管理上各个环节的成本因素。
表4为国际排位前10位石化企业、中国石化及沙特阿美ERP实施情况。
4 全厂智能化实施策略
2005年1月至4月,某大型炼油乙一体化烯项目业主与PMC分别与Honeywel(霍尼威尔)、Emerson(艾默生)、Yokogawa(横河)等几家仪表自动化供应商就该项目的仪表自动化实施策略的相关问题进行了专题技术交流。经过深入细致的评估与论证,拟推荐主仪表控制承包商(MICC)为该项目的自动化实施策略。
4.1 主仪表控制承包商
MICC策略是由业主/PMC在项目定义阶段(EEL)通过招标选定一家主仪表控制承包商(MICC)并与其签订一个针对全厂控制系统的公共部分(如CCR部分)的总承包合同(主合同)。在此总承包合同中规定了DCS、SIS、FGS、PLC及MAS等控制系统、安全保护系统在CCR内的硬件、软件及安装材料的详细规格和总价及单价、系统工程、组态、培训及服务的人工时费总价及单价(现场服务费除外)。
在项目实施阶段(EPC),各EPC与MICC在上述MICC主合同的价格基础上再签订针对各个装置和单元的分包合同。
MICC策略的主要优点为:
(1)工程项目的标准化与一致性好;
(2)在项目定义阶段,MICC可提前介入项目设计(FEE功;
(3)业主/PMC与MICC签主承包合同,项目总投资易于受控;
(4)因MICC与各EPC有分包合同关系,工程进度易于受控;
(5)MICC容易理解业主需求,易于实现APC/RTO等应用;
(6)因MICC与各EPC之间有分包合同关系,故业主/PMC的协调工作量相对较小。
MICC策略的主要缺点为:
(1)因在项目定义阶段必须签主合同,所以合同变更可能较多;
(2)主合同与分合同之间可能有重复部分,可能造成投资抬高。
4.2 MICC实施策略的供货及工作范围
4.2.1 过程控制系统(PCS)
主要包括:DCS、SIS、FGS及PLC等系统,也包括部分现场仪表,DCS是分布式控制系统的英文缩写(Distributed Control System),在国内自控行业又称之为集散控制系统。即所谓的分布式控制系统,或在有些资料中称之为集散系统,是相对于集中式控制系统而言的一种新型计算机控制系统,它是在集中式控制系统的基础上发展、演变而来的。它是一个由过程控制级和过程监控级组成的以通信网络为纽带的多级计算机系统,综合了计算机,通信、显示和控制等4C技术,其基本思想是分散控制、集中操作、分级管理、配置灵活以及组态方便。还包括与第三方系统连接的接口软/硬件及系统接线(包括各种电缆/光缆)、安装材料。
4.2.2 过程控制应用软件
主要包括:AMS、OTS和APC、RTO(作为选项报价),实时数据库RTDB及PCS与MES接口软件等。
4.2.3 工程设计、采购、施工及服务
主要包括:项目管理(包括工程投资、进度、质量、HSE管理)、参与FEED及详细设计、采购、同第三方设备/系统的界面管理、系统集成、培训、组态与调试、工厂检验(FAT)、现场检验(SAT)、现场施工支持、操作及维护支持、预开车及开车服务等。
4.3 MICC实施策略的步骤及各阶段的职责
整个项目执行过程可分为MICC招标、FEED和EPC三个阶段。EPC阶段又可分为详细设计和软件组态、现场设备安装及调试两个分阶段。
4.3.1 MICC招标阶段
可分为以下三个分阶段:MICC标书编制;标书发布、问题澄清及投标商报价;开标、评标、定标、合同签定及授标。
4.3.2 FEED阶段
MICC在PMC的管理下,承担项目策划工作和项目执行计划,列出其供货范围的详细规格和单价、系统工程、组态、培训及服务的人工时费率,负责FDS(功能设计规格书)的编写。编写MICC和EPC在项目中的角色和职责,及协助业主审查EPC标书中的相关报价等。
4.3.3 EPC阶段
(1)详细设计阶段
由业主和PMC根据项目技术规定及业主与EPC的合同条款进行对EPC的设计监督和审查工作。MICC在仪表控制方面根据其制订的由业主认可的项目执行计划,及FDS协助EPC的详细设计工作。
(2)软件组态、现场设备安装及调试阶段
EPC作为负责装置(单元)的总承包商负责完成设备安装、调试等工作。MICC仅依据与业主和EPC的合同负责供货、软件组态和协助EPC的工作,并提供技术培训及售后服务等。
5 结 论
综上所述 ,对于智能化生产技术在炼油化工一体化项目上的应用策略归纳如下:
(1)智能化生产技术在炼化一体化项目中的普遍应用符合我国在"十一五"经济发展规划中坚持"科学发展观"的战略部署,是我国石化工业实现跨越式发展并逐步赶超世界石化先进水平的主要策略之一。
(2)智能化生产技术在炼化一体化项目中的实际应用是一项非常复杂和艰巨的任务,必须从项目规划阶段就开始整体筹划,并在项目实施过程中分步实施。
(3)智能化生产技术在炼化一体化项目中的实施是一项复杂的系统工程,必须由自控仪表、信息技术、工艺系统、电气电讯、机械设备等多、多学科以及项目管理、设计、采购、施工、生产、维修等多单位、多部门协同作业,终才能成功实施。
(4)智能化生产技术在炼化一体化项目中的成功实施必须做到四个落实,即"技术落实、投资落实、人力落实、进度落实".
21世纪石油化工企业大型化、一体化、智能化、清洁化的需要,充分体现安全、健康、环保和循环经济的理念;生产过程自动化与企业生产、经营管理信息化的一体化、集成化;生产过程控制装备的数字化、网络化;实现设计、生产、经营管理诸环节的柔性化、敏捷化、虚拟化;科研、设计、工程、生产、经营和决策的数字化、自动化、网络化;公司与供应商、客户、合作伙伴协同业务的网络化、化。
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。