一、项目简介
1. 本项目位于天津市西青区,华能天津杨柳青热电厂。此电厂现拥有两台套200MW发电机组及两台煤粉锅炉,是一家大型火力发电厂。
2. 项目的简要工艺:在火力发电行业中,煤经锅炉燃烧后加热汽包中的水产生蒸汽,推动汽机旋转带动发电机发电。锅炉出口的烟中含有大量粉尘颗粒,按照环保要求必须经过除尘后才能排入大气中。本电厂现在采用高压静电除尘器,利用静电吸尘然后通过震打、收集手段将灰收集到灰斗中,再经气力输灰装置输送到灰库中,供水泥行业等使用。气力输灰属于锅炉辅机部分,通常使用PLC实现其控制功能。
3. 项目当中使用的西门子自动化产品:一套S5-115U、两套S5-155U作为控制装置,控制了两台炉的全部气力输灰装置,包括气动阀门、压力变送器、温度传感器等过程控制对象。新进行的改造包括WinCC监控软件, PROFIBUS总线板卡CP5431、 CP5613A2, Siemens的SimaticNet2006。
二、控制系统构成
1. 整个项目中的硬件配置、系统结构;各组成部分选择的依据。与S5PLC的通讯方式有许多种,基于Profibus的FDL、FMS等,或者基于Ethernet上都有成熟的通讯方案,我们选用的是基于Profibus的FMS方式。为了实现FMS通讯,3套AS站侧选用3块CP5431卡件分别插到S5-115U/155U的可用扩展插槽上,建立了AS站侧的Profibus接口;3台上位机监测电脑上各安装了1块CP5613A2通讯卡,从而为上位机提供了Profibus接口。使用专用的Profibus电缆及总线连接器将3套PLC与3台上位机连接到同一个Profibus网络上,建立起通讯总线的物理连接。
2. 选用Profibus网络与选用Ethernet网络相比较,主要优点是实现成本较低。在网络规模不大、通讯负荷较轻时Profibus完够胜任。
三、控制系统完成的功能
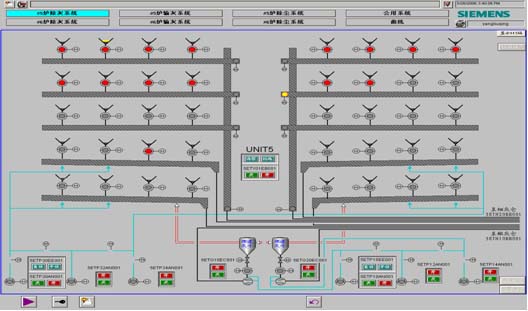
1. 本中,原有控制方式是传统的操作屏模式,在操作间设有一5000*1200的按钮操作屏,屏上刻画出了除灰过程的设备及工艺流程图,并安装了大量的开关和按钮,当前工艺过程状态通过操作屏上的指示灯进行显示,设备、功能组的启停全部通过开关和按钮控制。
为了提高控制的自动化程度,降低设备检修强度,同时为了满足控制室的搬迁要求,决定进行操作模式的改造升级,在维持原有操作屏操作的基础上,增设3台上位机,使用WinCC实现一套新的控制平台。选用WinCC是因为其灵活快速的画面组态、报警组态功能,完善的历史数据归档、曲线、报表功能,丰富的图库、脚本函数库资源。WinCC V6版本使用了SQL Server2000数据库,开放的接口,广泛的使用面更为WinCC增添了新的亮点。WinCC对OPC技术的支持与应用,使用户获得了自由扩展的接口,WinCC即可以作为标准的OPC Client使用,同时又是标准的OPC DA/HDA/A&E Server。经以上各技术点的应用,我们成功实现了对除灰系统的WinCC监控改造。
2. 项目中的难点:在项目实施过程中,遇到的困难是通讯响应速度问题。原有控制方式中,设备的状态显示借助指示灯的状态来实现,指示灯有两种闪烁频率,1Hz和0.5Hz。为了不改变程序中的逻辑处理部分,我们力图在WinCC画面上实现与操作屏上指示灯的同步闪烁,这就要求WinCC上的数据刷新周期要快于灯的闪烁周期。另外,在组态CP5431的COM5431中的数据排列顺序也要作相应考虑,力求使与显示有关的所有数据能在一个发送包中传递完毕。经过对以上几点的着重处理,终获得了令人满意的同步显示效果。
3. 附加生产工艺当中的工艺照片
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。