随着经济和工业的快速发展,中国已经成为的制造中心。小型PLC在制造业,尤其是OEM制造业中,成为大部分控制系统的,OEM厂商因此越来越关注PLC的性能和价格。OEM生产,即代工生产,也称为定点生产,俗称代工,基本含义为品牌生产者不直接生产产品,而是利用自己掌握的关键的技术负责设计和开发新产品,控制销售渠道,具体的加工任务通过合同订购的方式委托同类产品的其他厂家生产。之后将所订产品低价买断,并直接贴上自己的品牌商标。这种委托他人生产的合作方式简称OEM,承接加工任务的制造商被称为OEM厂商,其生产的产品被称为OEM产品。可见,定点生产属于加工贸易中的“代工生产”方式,在国际贸易中是以商品为载体的劳务出口。日前成功发布了SHP系列小型PLC家族的新成员-SHP一体式控制器,凭借简单、经济和高效三大理念,立刻吸引住了所有OEM制造商的目光,以下以纺织机械行业为例介绍邦纳SHP一体式控制器在纺机上的应用。
背景:
纺织生产是从纺织原料加工到生产出高质量纺织产品的复杂过程,应用的纺织机械达2千多个品种、5万多种型号,归纳起来大体可分为三个主要加工过程和五大类纺织机械。以下以图示表示纺织机械的分类:

系统概述:
细纱工序是纺纱生产的一道工序,它是将粗纱纺成具有一定特数、符合质量标准或客户要求的细纱,供捻线、机织或针织等使用,细纱工序主要完成以下任务:(1)牵伸:将喂入的粗纱或条子均匀地拉长抽细到细纱所要求的特数。(2)加捻:将牵伸后的须条加上适当的捻度,使成纱具有一定的强力、弹性、光泽和手感等物理机械性能。(3)卷绕成形:将纺成的细纱按一定成形要求卷绕在筒管上,以便于运输、贮存和后道工序加工。细纱是纺纱非常重要的工序,棉纺厂生产规模的大小常用细纱机总锭数表示,细纱产量是决定纺纱厂各工序机器配备数量的依据;产质量水平、原料、机物料、电量等的消耗,劳动生产率、设备完好率等又反映了纺纱厂生产技术和管理水平的好坏。传统细纱机的牵伸原理与粗纱机基本相同,而卷绕和加捻则是由钢领和钢丝圈来完成的。环锭细纱机和传统粗纱机一样由一台电机传动,通过齿轮箱变换各机构需要的速度。在环锭细纱机各组成部分中,牵伸系统是反映细纱机性能和影响纱线质量的关键因素,而新型的紧密纺纱技术通过对牵伸部分进行创造性改造,将牵伸区和集合区分离,在环锭纺罗拉牵伸与加捻之间叠加对纤维须条的气动凝聚或集聚技术,增加了须条的紧密度,毛羽减少约20%,强力则提高约10%。紧密纺的另一优点是与原细纱机完全一致,只多出一对集聚罗拉,在原环锭细纱机上也可进行改装,具有广阔的市场前景。

紧密纺细纱机的控制系统较环锭细纱机复杂许多,首先是前后罗拉的严格同步,实现牵伸倍数和捻度的精密控制,保证高支数纱线的成纱质量;其次是通过取消钢领板的传动齿轮,采用先进的伺服控制技术实现卷装的电子成形技术,从而实现了机械机构的简化、生产速度的提高、以及纱线支数和管纱成形的自动调节。
控制系统结构:
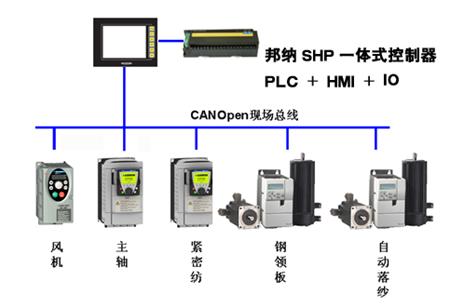
图3 紧密纺细纱机传动方案原理图
在紧密纺细纱机的控制系统,采用了三套伺服驱动系统和无刷伺服电机,分别控制前、后罗拉以及钢领板;采用1台变频器控制主传动电机,采用1台变频器控制风机;整个系统采用邦纳SHP一体式控制器进行控制和监控,SHP一体式控制器与变频器及伺服间采用高速CANopen总线进行通讯,同时采用SHP集成的触摸屏进行系统操作和监控。伺服驱动系统(Servo System)简称伺服系统,是一种以机械位置或角度作为控制对象的自动控制系统,例如数控机床等。使用在伺服系统中的驱动电机要求具有响应速度快、定位准确、转动惯量( 使用在机电系统中的伺服电机的转动惯量较大,为了能够和丝杠等机械部件直接相连。伺服电机有一种专门的小惯量电机,为了得到极高的响应速度。但这类电机的过载能力低,当使用在进给伺服系统中时,必须加减速装置。转动惯量反映了系统的加速度特性,在选择伺服电机时,系统的转动惯量不能大于电机转动惯量的3倍。)较大等特点,这类专用的电机称为伺服电机。当然,其基本工作原理和普通的交直流电机没有什么不同。该类电机的专用驱动单元称为伺服驱动单元,有时简称为伺服,一般其内部包括电流、速度和/或位置闭环。
控制要点:
1. 可编程控制器:由邦纳SHP一体式控制器实现整机的逻辑控制和参数计算,实现整机的控制。可编程控制器简称PC,它经历了可编程序矩阵控制器PMC、可编程序顺序控制器PSC、可编程序逻辑控制器PLC(英文全称:Programmable Logic Controller)和可编程序控制器PC几个不同时期。PLC的电源用于为PLC各模块的集成电路提供工作电源,在整个系统中起着十分重要的作用。如果没有一个良好的、可靠的电源系统是无法正常工作的,因此PLC的制造商对电源的设计和制造也十分重视。一般交流电压波动在+10%(+15%)范围内,可以不采取其它措施而将PLC直接连接到交流电网上去
SHP控制器是与传统的控制产品不同,新型的邦纳SHP控制器可以同时完成PLC和触摸屏的功能,集成I/O和网络接口人机界面,成本大大低于同性能PLC与人机界面组合,此款设备包括控制器,人机界面,内置I/O,网络和可移动的大容量数据存储器,成为一个一体化单元,是一款功能强大,可信赖的控制产品,画面和控制程序用同一个工业级软件BAPS完成。
2. 细纱的成形:由伺服控制钢领板升降。
应用伺服控制器的电子凸轮功能, 预先两条曲线至伺服驱动器,在机器启动后,伺服接受信号输入启动凸轮曲线后两条曲线交替切换工作。用户可从人机界面上输入相关参数,然后通过通讯传到伺服相关参数可以修正曲线以适应不同的产品需求。关于停电后恢复生产的功能,电子凸轮提供实时读取当前主轴位置的功能,TLC6的内存区内可以提供若干断电记忆的变量区间,我们利用这些功能将断电前瞬间的位置记住,在恢复电源之后重新进行生产过程。
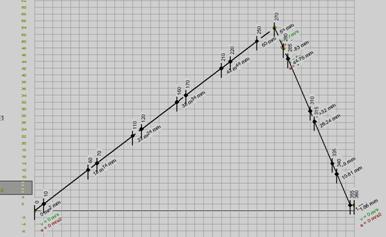
图4 钢领板升降电子凸轮曲线
3. 自动落纱:由位置型伺服实现细纱的高速、精准、全自动落纱。
应用伺服控制器的(位置型) 点到点定位,同时应用伺服控制器的内置编程功能实现停电时的位置记忆。
4. SHP一体式集成触摸屏:
清晰的操作屏幕:12" TFT, 800 x 600像素, 实现32768色彩色控制和监视;
5. 现场总线通讯:速率高达1M的CANopen总线。
CANopen总线是基于CAN BUS的高层协议,秉承了CAN总线的抗干扰性强、高速、实时的优点,另外CANopen应用PDO、SDO、NMT等通讯对象,CAN是控制器局域网络(Controller Area Network, CAN)的简称,是由研发和生产汽车电子产品着称的德国BOSCH公司开发了的,并终成为国际标准(ISO118?8)。是国际上应用广泛的现场总线之一。 在北美和西欧,CAN总线协议已经成为汽车计算机控制系统和嵌入式工业控制局域网的标准总线,并且拥有以CAN为底层协议专为大型货车和重工机械车辆设计的J1939协议。近年来,其所具有的高可靠性和良好的错误检测能力受到重视,被广泛应用于汽车计算机控制系统和环境温度恶劣、电磁辐射强和振动大的工业环境方便了总线的管理和应用。邦纳SHP一体式控制器具有强大通讯能力:内置10/100M以太网接口,支持3个串口,可用Modbus/RTU master 或slave, Modbus/TCP, ASCII读写和调制解调器,除支持CANopen通迅之外还支持Profibus通讯。
总结:
作为自动化行业的者,美国邦纳将利用几十年产品研发与应用经验,结合邦纳传统的优势产品:无线网络产品DX70/80、超声波T30UX传感器系列、工业智能指示灯系列、EZ-SCEEN光幕系列等等,与邦纳SHP控制器相集成,配合这些检测、信号传输等产品,为用户提供简易完整、强大稳定、可靠安全、灵活开放的解决方案,广泛应用在水处理、冶金、石油天然气、煤矿,水泥、印包、钢铁、电子、汽车、地铁、纺机等要求苛刻的现场环境中,为广大机器制造商和终用户提供完整、简易,开放,集成和灵活的自动化解决方案。
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。