在建筑行业领域,国内常用的墙体材料可分为两大类,即实心粘土砖与新型墙材,以粘土为主要材料经烧结工艺制成的实心粘土砖(俗称红砖),因其工艺设备简单,使用历史悠久,长期以来都是我国主要的墙材;以水泥、砂石及粉煤灰、煤矸石、炉渣等工业废料或建筑垃圾为主要材料经搅拌、振动、压制等工艺制成的非粘土砖、建筑砌块等新型墙材,类似的新型墙材近几十年在国内得到逐步的推广与普及,其中,以混凝土砌块为常用。 从1999年开始,我们就相继展开了墙体材料革新与建筑节能工作。随着我国社会经济的发展和工程建设量的逐年递增,禁止生产使用实心黏土砖,发展新型墙体材料是摆在我们面前的一项十分紧迫的任务。禁止生产使用实心黏土砖工作对保护耕地、节约能源、缓解生态环境变化、改善建筑功能,有着十分重要的作用,是调整墙体材料行业结构,实施可持续发展的有力措施。
运动控制系统是以电动机为控制对象,以控制器为,以电力电子、功率变换装置为执行机构,在控制理论指导下组成的电气传动控制系统。运动控制系统多种多样,但从基本结构上看,一个典型的现代运动控制系统的硬件主要由上位计算机、运动控制器、功率驱动装置、电动机和传感器反馈检测装置和被控对象等几部分组成。电动机及其功率驱动装置作为执行器主要为被控对象提供动力,特别设计应用于伺服系统的电机称之为伺服电机,通常内含位置反馈装置,如光电编码器。目前主要应用于工业界的伺服电机包括直流伺服电机、永磁交流伺服电机与感应交流伺服电机,其中以永磁交流伺服电机占大多数。
运动控制器是以中央逻辑控制单元为、以传感器为信号敏感元件、以电机或动力装置和执行单元为控制对象的一种控制装置。其功能在于提供整个伺服系统的闭路控制,如位置控制、速度控制和转矩控制等。
1、砖机设备分类(新型墙材)
依据成型工艺不同,可将砖机设备分为压砖机和砌块成型机两大类。通过高压挤压将砖体(砌块)定型的砖机统称为压砖机;通过振动挤压将砖体(砌块)定型的砖机统称为砌块成型机。其中,砌块成型机自动化程度高、可生产的砌块(砖)种类多、产量大,在砖机设备中处于主导地位,应用为广泛。
2、砌块成型机的振动技术
砌块成型机是生产砌块的机器。新型墙体材料是以砌块和水泥砖为主的。大多采用液压的成型模式,也有采用震动成型的。但是已经很少了。整机采用先进的PLC智能控制系统,可实现人机对话、全自动运转、随机信号分析、故障自动诊断及各种参数设定,从而使机器达到工作效果。机体采用超强型钢结构及特殊焊接技术,大量采用进口原材料和高品质电器、液压原件,保证了设备在长期高负荷运转时性能更加稳定、可靠。
一台全自动砌块成型机主要由皮带输送机、振动成型机(主机)、送板机、出砖机、码垛机、控制柜、液压泵站等组成,其中振动成型装置是砌块成型机的部分,其性能直接决定着机器本身及成型砌块的优劣。
3、振动成型工艺理论
砌块成型机依靠振动与压力使模箱中的混凝土拌料成型及密实,因此振动参数的选择对砌块性能至关重要。振动参数包括振动频率、振幅及振动加速度等。从混凝土振动工艺学看,对于不同的被振物料,其的振动频率及振幅都是不同的。振动频率应尽可能接近物料中骨料的固有频率,使其产生共振,此时衰减,振幅。砌块混凝土拌合物的集料粒径为3~10mm,理想振动频率为100~125Hz,但对于砌块成型机来说都达不到这么高的振动频率,全自动砌块成型机可以将尾矿渣、,陶粒、珍珠岩(城市建筑垃圾)、砂、石、粉煤灰、煤渣、煤矸石等空心砌块成型机工业废料加工成各种新型墙体材料,如空心水泥砌块、毛孔砖、标砖等,不用烧结。自动砌块成型机是结合中国内外先进技术,并由工程师结合多年的研制及生产经验而设计生产的新型设备,该设备在中国市场深受客户的好评!该机可以将尾矿渣、陶粒、珍珠岩(城市建筑垃圾)、砂、石、粉煤灰、煤渣、煤矸石等工业废料加工成各种新型墙体材料,如空心水泥砌块、毛孔砖、标砖等,不用烧结。
4、振动技术分类
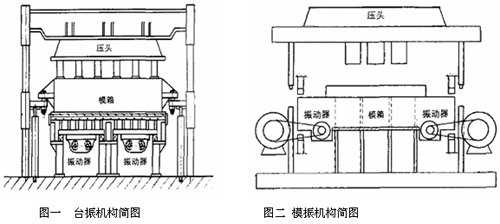
按振动源作用的位置不同,砌块成型机可分为台振机及模振机。振动源直接作用于振动台的机型称为台振机,型号以“QT”开头。振动源安装在模箱上的机型称为模振机,型号以“QM”开头。因台振机具有产量大、砌块平均损耗振动功率小等优点,已成为国内砖机厂家的主流机型。图一、图二分别为台振及模振机构简图。以台振机为例,本机整体结构紧凑、设备合理,转动部位采用机械化装置,准确、可靠。降低劳动强度,提高生产效率。上下加压,定向振动,变频刹车,达到高密度、高强度的成型效果。一机多用,配用不同模具可生多功能砌块成型机产不同形状、不同规格的砌块制品。 各部分机械结构容易观察,操作简单,维修方便,不容易出现故障确保生产运转正常。
5、电动机驱动与液压马达驱动
目前振动器无论是由电动机驱动还是由液压马达驱动,都存在明显的缺点:
1) 电动机驱动的缺点
电机频繁直接启动(每分钟3~4次),启动电流大(5~7倍额定电流),电机温升高(70摄氏度以上),轴承润滑脂容易融化并导致电机损坏;
电网电压低时,电动机带载很难启动;
电机每次启动运行时间为2~4s,平均功率因数低,线损损耗严重;
电机直接启动时机械冲击大,对各机械配件要求较液压马达驱动的缺点;
电网电能经过电动机—油泵—液压阀管—液压马达传递后,终转化为机械能驱动振动器工作,能量转换传递环节过程过多,效率不高;
液压系统成本高,维护工作量大,易损件较多;
相比电动机驱动,液压系统起压较慢,振动加速度不高;
在振动器不动作时,电动机及油泵一直空转,浪费电能;
6、变频器调频振动技术
如何激振及如何调节振动频率一直是砖机制造商关注的问题。自电机变频技术广泛应用以来,以变频器调节电机调速从而驱动振动器的振动成型方式就被众多的砖机制造商所注重。
7、变频器在砌块成型机上的应用现状
在上世纪90年代,以美国贝赛尔及德国欧马克为代表的建材设备制造商就将电机变频调速技术应用在砌块成型机上。以贝赛尔V3-12型砌块成型机为例,该机可选的两套振动系统SmartPAC及PosaPAC均采用了变频器调速,可依据产品预设不同振动频率及振动加速度,启动、加速、减速及停机控制灵活,下表为振动成型系统对变频器的技术要求:
|
启动时间 |
0.5S ~ 1S |
减速时间 |
1.2S ~ 2S |
|
启动电流 |
小于1.5倍电机额定电流 |
电机温升 |
小于70摄氏度 |
|
控制方式 |
端子启停控制 |
调频方式 |
多段速调频 |
|
通讯功能 |
可与上位机通讯 |
对变频器应用而言,上述技术要求的难点主要在于加、减速时间的控制。加速时间过短,启动电流将激增,影响电机温升;减速时间过短,电机常处于发电状态,电能反馈会使变频器出现过压报警。
8、CM系列砖机专用变频器的应用
我公司研发及技术人员经多次现场调试,根据振动系统的运动特性,在公司原有CM系列矢量变频器的基础上作了相应的软件及硬件改进,从而开发出了CM系列砖机专用变频器。以下是该公司生产的砌块成型机,在使用了CM系列专用变频器进行前后的生产数据对比:
|
变频器型号:CM2000E-G0075C/P0110-4T |
电机型号:2台7.5KW电机 | ||
|
|
改造前数据 |
改造后数据 | |
|
平均每班产量 |
1200模 |
1450模 | |
|
电机平均启动电流 |
155A |
45A | |
|
电机表面温升 |
75摄氏度 |
50摄氏度 | |
|
振动频率 |
50Hz |
58Hz | |
|
砌块表面粗糙度 |
粗糙 |
平整 | |
9、变频器调频振动的优点
由以上数据可明显看出,与电动机或液压马达直接驱动相比,在振动系统中采用变频器技术具有前两者无可比拟的优点:
可轻松实现振动系统调频需要,满足生产工艺要求;
加减速迅速,节省成型时间,增加产能;
启动电流小,对电网冲击少;
电机平滑启动,机械冲击小;
电动机温升低,有利于电机长期稳定运行;
能量传递效率高,节省电能;
砌体成型密实度好,表面平整美观;
10、变频器在砌块成型机上的应用前景
可以说,国内大部分砖机制造商对变频器调频振动技术都不陌生,但出于成本及技术可靠性两方面的考虑,多数厂家都没有使这种技术量产化。但随着市场竞争的日益激烈以及工艺要求的不断提高,寻求技术革新、改进产品性能已成为各砖机企业的重要议题。事实证明,变频器调频振动技术比其它振动技术更具有优势,且市场应用条件已趋于成熟,当前正是大力推广应用的有利时机。

免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。