1 前言
Proficy iFIX,是Intellution Dynamics 自动化软件产品家族中的HMI/SCADA重要的组件,它是基于WindowsNT/2000平台上的功能强大的自动化监视与控制的软件解决方案。 Wonderware? InTouch? for FactorySuite?为以工厂和操作人员为中心的制造信息系统提供了可视化工具。
Proficy iFIX,是GE FANUC 自动化软件产品家族中的HMI/SCADA重要的组件,它是基于WindowsNT/2000平台上的功能强大的自动化监视与控制的软件解决方案。 iFIX可以帮助您地监视、控制生产过程,并优化生产设备和企业资源管理。它能够对生产事件快速反应,减少原材料消耗,提高生产率,从而加快产品对市场反应速度。生产的关键信息可以通过iFIX贯穿从生产现场到企业经理的桌面的全厂管理体系,以方便管理者做出更快速更高效的决策,从而获得更高的经济效益。
1.1 原网络结构存在的问题
由于原系统网络采用C/S结构,且当时技术上的限制,系统中存在数据量集中,系统负荷不均匀等特点。
1.2 原监控系统介绍
系统组成部分是:① 4台集中监控机,分别为:叶片线、叶丝线、掺配加香线和梗丝线;② 11台段控机分别为:叶片段、叶丝一线、叶丝二线、掺配加香线、一楼送丝线、二楼送丝线、HXD线、梗预处理、梗丝一线、梗丝二线和香料厨房;③ 2台I/O服务器IOSVR1和IOSVR2组成。其中,I/O服务器与PLC建立连接,并组成主备份节点,其他除HXD外的监控机通过远程访问I/O服务器建立起与PLC的连接,HXD是叶丝二线的烘丝段,它是作为SCADA,自己连接PLC,叶丝二线或其他需要访问 HXD数据的客户端是通过远程访问该节点来显示和控制HXD数据的。其结构如图1所示。该C/S结构模式使冗余I/O服务器成为整个系统的一个瓶颈。
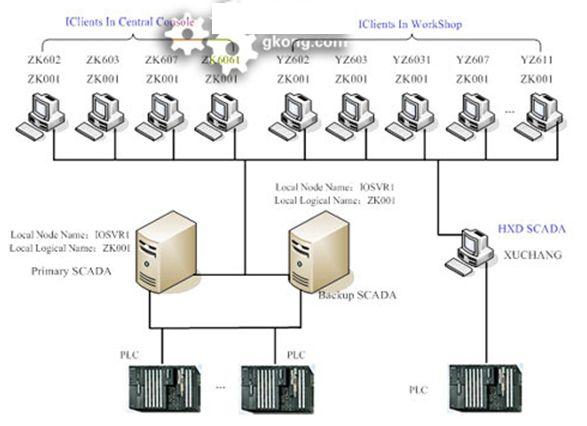
图1:改造前中控系统
2 系统总体设计
2.1 总体结构设计思想
由于现在是所有的监控机和上位管理系统都通过IO服务器进行数采,这样不仅增加IO服务器的负担,同时当服务器出现故障时,监控系统将不能再正常工作,直接影响车间的正常生产,改进后的系统结构为每个监控机单独与PLC直接通讯,同时准备两台个备用机,备用机上有各个监控系统的备份,当某台或者几台监控机出现故障时,启用备份机上的监控系统来进行组织生产,而IO服务器主要用来为上位机管理系统提供数采服务。
2.2 功能设计
中控监控系统要具备生产管理、过程监视、数据管理、系统管理、监控发布等功能,其具体功能 要求如下图所示。其中具有黄色背景的功能只有中控室监控机需要具备。
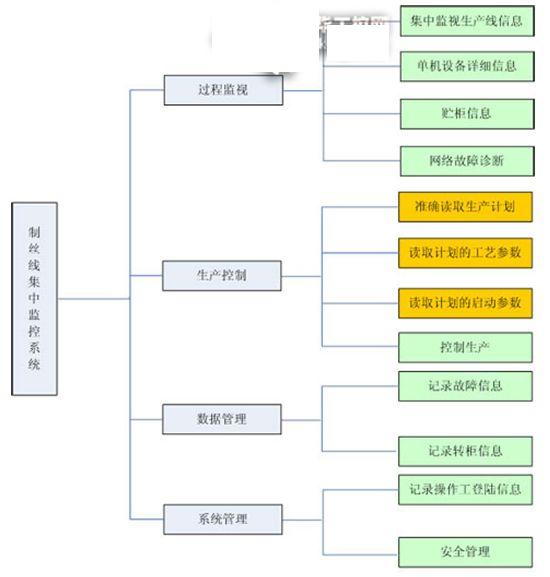
图2:监控系统功能要求细则
3 项目具体实施
3.1 监控软件的选择
监控软件仍使用GE 的Proficy iFix软件,I/O 驱动器由原来的S_7升级到SI7。只是将软件版本由原来的iFix 2.6中文版升级到iFix 4.5中文版。仍采用IFIX软件主要是基于三点考虑:①信息的可移植性,② 结构的灵活性,③ 功能强大。
3.2 监控系统结构搭建
为了减轻I/O服务器的负担,同时实现管理数据采集和控制的分开,对监控系统的结构做出了这样的搭建方案:
中控室的四台监控机、两台备份机和I/O服务器均为SCADA端,可独立访问PLC。其中,服务器不具备监控功能。服务器与中控室的各个监控机分别组成主备节点,为现场工作站提供数据服务。HXD不做出改造。
表1-1为服务器及各个监控机的信息。

表1-1
图3为监控系统结构设计图。
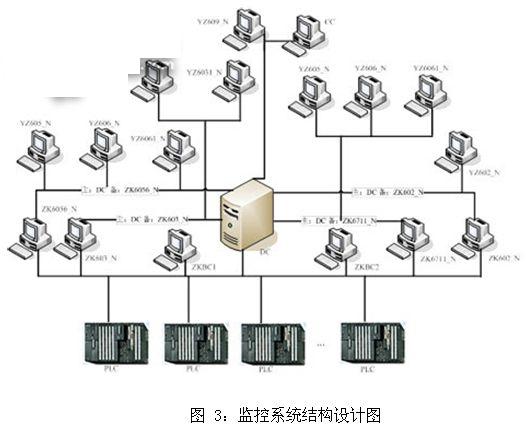
如图中所示,I/O服务器和叶片SCADA组成主备节点,为现场叶片段提供数据服务;I/O服务器和叶丝SCADA组成主备节点,为现场叶丝一线和叶丝二线提供数据服务;I/O服务器和混丝SCADA组成主备节点,为现场掺配加香段、一楼送丝和二楼送丝提供数据服务;I/O服务器和梗丝SCADA组成主备节点,为现场梗预处理段、梗丝一线和梗丝二线提供数据服务;香料厨房和除尘只访问I/O服务器。
3.3 主要功能的实现
3.3.1 过程监视
在集中监视画面上,按生产流程将主设备、辅连设备和各测控点画出,显示主设备像滚筒回潮机、加料机、烘丝机和流冷机等的运行状态及其相关参数。为贮柜滑架及布料车配置了动画显示效果。对于每一段都有一个全线所有电机信息图。图4为叶片线的集中控制画面。

单机设备信息:为主要设备,像回潮筒、加料机、烘丝机等设备开发了单机设备图,在图中有该设备的详细信息、动画效果及管路图,用来反映主要单机设备的运行状况、设备参数和工艺参数等。
贮柜信息:贮柜信息主要显示烟牌信息、贮柜进出料量、电机运行状况,布料车运行方向等。
网络故障诊断:将相应生产线上的所有连网设备在画面上表示出来,为其配置动画效果来表示设备是否掉线,方便故障查询。
3.3.2 生产控制
读取生产计划及下发参数
为每台监控机安装Oracle 10.0g的客户端,且安装VB组件。配置数据库客户端,使其与服务端相连。建立生产控制画面,如图5所示。

画面中,利用分层显示将三个生产单元的信息集中在一起。生产计划用MsFlexGrid控件来显示。生产中的计划背景为绿色,准备生产的计划背景为白色。当点击某条计划时,其背景颜色更改为蓝紫色,并且在下面的配方参数和启动参数列表中显示相应的参数信息。配方参数和启动参数信息显示在DataGrid控件中。读取计划、下发配方参数、下发启动参数、生产开始、生产结束这些功能都是通过VBA编程来实现的。
控制生产:控制生产即,可以完成设备的启动和运行。点击图5中的组合启动和停止可以启动和停止相应生产段的设备。
3.3.3转柜信息记录
转柜信息记录是专为混丝段增加的一个功能,这是因为只有混丝段可以进行贮柜之间转柜操作,由于这些操作比较频繁,且随各种条件影响比较大,不适合做生产计划。由于无法调用计划,使得转柜后目的柜没有批次信息,影响操作。
为了解决转柜时的这些缺点,并且记录下这些转柜信息,在混丝一线和混丝二线处新增了一个是否是直接转柜信号和直接转柜启动按钮。当用户选择直接转柜信号时原有组合启动按钮不可用,否则直接转柜按钮不可用。直接转柜时,记录源柜的号码、批次、烟牌等信息及目的柜号到数据库,并将源柜批次等信息写入目的柜相应地址。
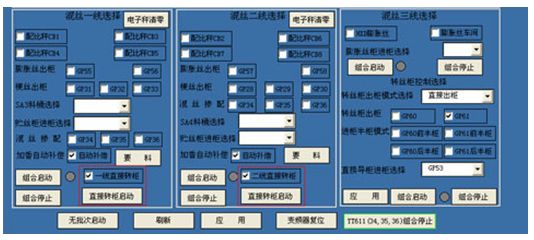
图6:混丝线组合启动
3.3.4 系统管理
安全管理及操作信息记录
启用安全配置,并在SCU用户管理中添加一个名为user1的用户,设置其为超级用户,在自动登录节点中选择该iFix的本地节点,并以GUEST用户登陆。设置启动画面,并以运行模式登陆。
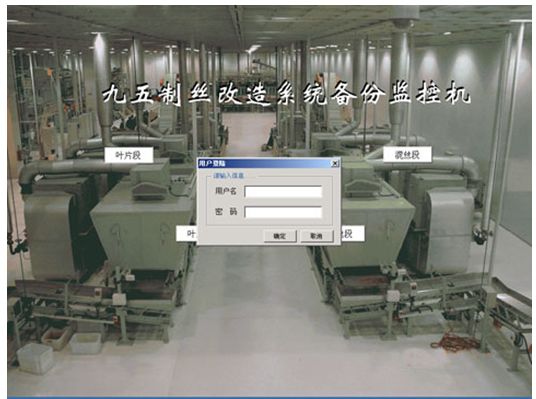
图7:欢迎画面
上图的用户登陆窗口是在VBA中创建的。在登陆窗口中,操作工输入用户名(其用户和密码是在MES系统中的用户管理中设置的),当输入结束后,程序会去查询数据库中是否有此用户,如果没有,则会报错。如果此时与数据库连接不上,则会弹出允许本地登录的窗口,从而避免了因无法与数据库连接而无法进行生产操作。输入用户名和密码,点击确定,后台程序会将用户信息与数据库中的信息进行比对,从而检验是否是有效用户。成功登录时,程序会将该操作员的信息及登录时间写入数据库中。在该用户系统退出时,程序会将该操作工退出系统的时间更新到数据库中。下图即为退出系统窗口,也是在VBA中自定义的窗体。
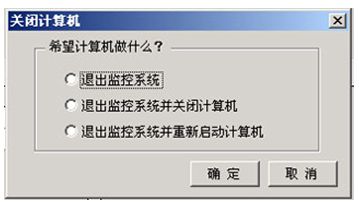
图8:退出系统窗体
4 总结
改造后的监控系统,在结构方面,分散了网络中的数据拥挤现象;消除了由服务器带来的瓶颈效应;降低了由于某台机器,尤其是服务器的意外故障而带来的无法正常生产的风险性;实现了数据采集和控制的分开。
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。