1 引 言
烧结系统是钢厂的重要工业部分。烧结系统的实时监控是保证生产设备正常运行的关键。建立一个稳定、实用、可靠、并且易于操作的监控系统,是首先考虑的。另外,还要考虑系统的开放性、维护性、通用性以及今后可发展性。在系统设计中,结合实际需要,选用当前流行组态软件,不仅可以满足用户的操作要求,更可以确保系统的稳定性、可靠性、开发性和先进性。
2 控制系统的结构
生产线的i/o通讯系统构成分为两个层结构:上级管理操作层由工作站和工程师站构成,采用通用的工业以太网;下层为schneider公司quantum系列的plc, 由cpu、通讯模块以及i/o模块组成,以mb+(modbus plus)网的方式连接。整个系统具有优良的扩展性,在各个层次上的用户可以自由扩展,上层可随意增加,数据库节点和管网通讯节点等;下层可以继续加中间为通讯层,是一个典型的集散控制系统。系统通讯原理图如图1所示。
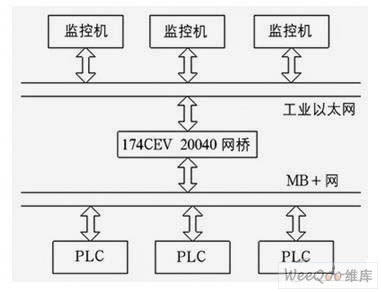
图1 系统通讯原理图
3 intouch监控系统设计
3.1 组态软件intouch简介
组态软件intouch是美国wonder-ware公司开发的世界上个集成的、基于组件的mmi系统——factory-suite2000中的一个组件。它具有的hmi(人机接口界面)和面向对象的图形开发环境,便于高效、快捷地配置用户的应用程序。
(1) 开放性。intouch9.5版可在win3.x、win9x或winnt多种操作系统上运行,基本的通讯格式包括快速dde和suitelink。其中,快速dde兼容微软dde,因此许多win95/98/nt系统下运行的软件都可以与intouch直接通讯。为了与其他设备通讯,intouch hmi有600种通讯协议转换软件(i/o server),可以与不同的设备通讯,特别是在与plc的通讯方面。包括:siemens、ab、ge、quantum等。甚至也可以利用第三方server。intouch还提供了一个工具软件,帮助编写通讯协议转换软件。
(2) 网络功能。intouch支持微软各种网络,组网非常简单。它具有强大的网络功能,通过传统的dde和扩展的netdde的方式,可与本机和其它计算机中的应用程序实时交换数据。同时,它支持通过odbc访问各种类型的数据库,便于系统的综合管理。另外,它支持标准的activex技术,使得用户可以轻松地为自己的应用程序开发各种网络多媒体功能。intouch除了自身带有数据库以外,还支持sql语言,可以方便地与其他数据库连接。
(3) 易于掌握。intouch用户能够快速而简单地开发他们过程中的客户化图形。用户可以通过wonderware的windowmaker图形编辑程序中的大量工具开发以用和直观的图形,帮助用户快速和部署可视化应用。intouch提供了各种强大功能,通过组态完全可以满足用户在操作、显示、记录上的各种特殊要求。
3.2 监控系统设计
(1) 画面组态。windowmaker程序本身提供许多图形符号供选择,简单的有线条、圆形、多边形等,复杂的有趋势图、组合符号等,除此之外,还可以自定义一些图形符号,用这些图形符号形象的表示泵、风机等设备并按逻辑关系连接摆放从而形象的表示出整个系统。然后将这些图形和变量(标记)相关联。在使用变量之前,首先进行标记名字典定义。在intouch中,数据分为内存型和i/o型。其中,内存型数据为intouch程序内部定义的变量,i/o型数据的来源一般为其他计算机结点或本机运行的其他程序(如i/o server),来自生产现场的所有数据都是i/o型,若要在监控画面上实现,就必须在标记名字典中定义,并且要与plc的内部地址一一对应。
(2) 监控画面设计。设计监控画面,包括工艺流程画面、报警画面、流量和温度趋势画面等。操作人员可以从监控画面上直观地看到工艺流程,能及时发现异常现象,从而可以保证生产的正常运行。工艺操作都可以用鼠标在相应的画面上进行,操作方便,界面友好。各设备的开关状态在画面上用不同的颜色区,一般灰色为停止,绿色为运行。如图2所示。

图2 监控主画面
3.3 数据通信
在intouch中,内存型数据类型为intouch程序内部定义的变量,不需要通过i/o server访问; i/o型数据的来源一般为其它计算机节点或本机运行的其它程序,这类数据由intouch hmi通过netdde或者dde的方式获得。在本系统中,采集控制站(plc)中来自现场的数据,经过处理,将控制命令传给控制站来监控生产过程。intouch为了实现与plc的通讯,需要一个通讯接口——i/o server。
上位机之间通过工业以太网连接,下位机采用schneider公司quantum系列的plc,通过mb+(modbus plus)网进行连接,然后通过174cev20040网桥与mb+网连接,从而可与plc进行通讯,因此i/o server进行相应设置,i/o通讯设置如图下所示:

图3 I/O通讯设置图
由于使用了174cev20040网桥,故对于所有主题名(每台plc至少对应一个主题名),其“ip address”都为该网桥在工业以太网中的ip地址,而以“dest_index or unit_id”项的值来指定该主题名实际所对应的plc。
这样,i/o server就可以从下位机取得数据了。而要让intouch hmi从i/o server获得数据,还需要为每个变量定义访问名,访问名必须与i/o server中的topic name相同,这样才能保证intouch与i/o server之间的正常通讯。
4 结束语
通过使用intouch, 该监控系统不仅在设计和实现上非常简单,而且在功能上也十分强大,同时有具有较高的性能和稳定性。本设计己付诸于工程实践,并实现了对某钢厂90/105车间烧结系统全流程的自动化监控。
[1]. plc datasheet https://www.dzsc.com/datasheet/plc_1248813.html.
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。