
电熔焊机(electric heat-melt welding machine )又叫电热熔焊机,是一种用于PE管材电熔焊接的专用工具,主要为焊接提供稳定的焊接电压或焊接电流,并对焊接过程进行检测与控制,使焊接效果达到状态。
电熔焊机的分类有以下两种:
1) 管件电熔焊机
这种电熔焊机是一种可调电压源,其输出电压和焊接时间可在大范围内连续调节,以满足不同电熔管件的焊接要求,主要用于PE、PP电熔管件的电热熔焊接。

2) 电热带电熔焊机
这种电熔焊机,其采用有效值恒流输出,输出电流和焊接时间可在大范围内连续调节,以满足不同电热带的焊接要求,主要用于PE电热带的电热熔焊接。
目前管件电熔焊机主要用于压力PE和PP管道的电熔焊接,而电热带电熔焊机主要用于非压力PE和PP直管或波纹管的电熔焊接。

控制方式是电熔焊机的关键技术,控制方式决定了一种电熔焊机的优劣。
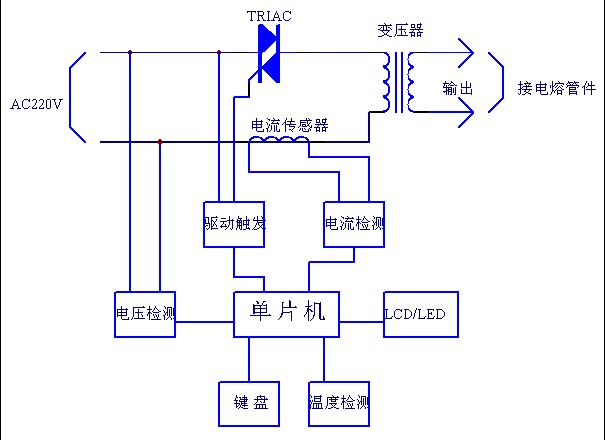
1.交流相控型
这种控制方式直接利用工频电源通过变压器降压后作为焊接电压。为了达到调节焊接电压的目的,采用可控硅移相控制。
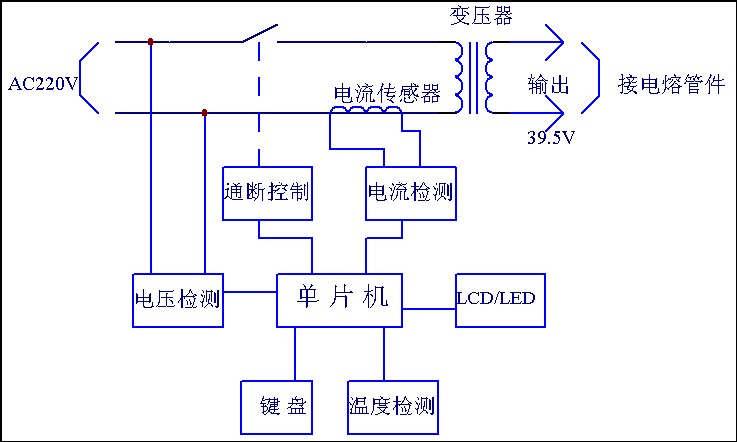
2.交流全波型
这种控制方式的电熔焊机输出电压固定不变,只控制焊接时间。
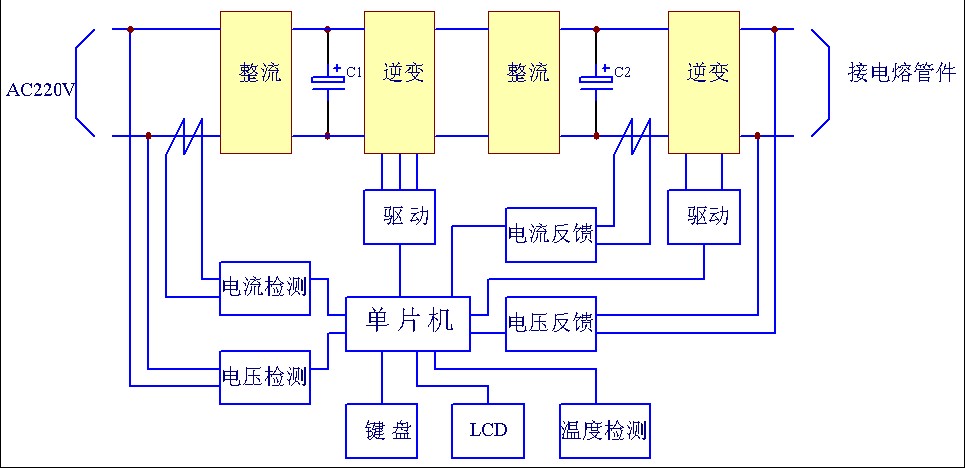
3.逆变型
逆变型电熔焊机是先将工频电压进行全波整流,再进行逆变,然后对逆变电压进行再次整流,再将整流电压逆变成工频交流作为焊接电压。焊接电压和焊接时间仍可在大范围内任意调节。
电熔焊机的功能有基本功能和辅助功能之分:
a) 基本功能
1) 输出断续加热,输出电压或电流稳定,并能在一定范围内任意调节。
2) 焊接时间可在要求的范围内任意设定。
3) 具有完善的保护功能。
b) 辅助功能
1) 全中文操作界面;
2) 输入电压和频率检测功能 (相控型和全波型焊机需要这一功能,而逆变型则不需要);
3) 环境温度检测;
4) “温度-时间”自动补偿;
5) 管件电阻自动采样;
6) 自动计算热功量;
7) 自动生成焊接参数;
8) 管件参数自动补偿;
9) 自动检测温度传感器开路和短路故障并报警;
10) 操作参数、焊接参数及故障自动显示;
11) 自动检测焊接回路开路和短路故障并报警;
12) 自动检测过压、欠压和过流故障,并能实时保护与报警;
13) 自动检测操作错误,并通过屏幕进行提示;
14) 焊接参数自动生成/手动输入或条码扫描输入;
15) 焊接记录存储;
16) 焊接记录浏览查询;
17) 焊接记录下载;
18) 焊接记录打印;
19) 串口通讯;
20) 日历时钟;
21) 焊接电压/电流闭环控制;
电熔焊机技术指标,不同的电熔焊机指标数值不同:
1. 工作电压:
2. 输入功率因数:
3. 工作温度:
4. 相对湿度:
5. 输出功率:
6. 效率:
7. 输出电压范围:
8. 输出电压分辩率:
9. 输出电压精度:
10.焊接时间:
11.焊接时间分辩率:
12.管件电阻采样范围,
13.电阻采样分辨率:
14.环境温度检测范围:
15.温度采样分辩率:
16.输入方式:
全自动模式:自动采样;
半自动模式:手动输入/条码扫描输入;
17.输入及显示参数:工程号、施工号、焊工号、年、月、日、时、分、秒、环境温度、焊接电压、焊接电流、焊接热功焦耳数、焊接时间、补偿时间、管径、材质、管件电阻值、剩余时间倒计数等;
18.LCD视窗尺寸:
19.每屏显示汉字数:
20.通讯接口:
21.整机重量
22.体积:
23.连接器标准:
电熔焊机的选择要考虑一下几点:
1.运输方便性
10KG左后的逆变型电熔焊机应当是。
2.操作方便性
a) 全中文菜单
b) 操作越简单越好
3.技术指标及功能
为了保证焊接质量,应当选择功能强、技术指标项目丰富、精度高、自动化程度高的电熔焊机。
4.性价比
5.绿色环保
对电熔焊机来说,绿色环保有两层含义:一是节能、高效;二是无谐波污染。
电熔焊机的操作步骤:
1.准备电熔焊机、需要焊接的PE管材、管件(必要时去除PE管材插入端的氧化层)。
2.插入电熔管件,插入的管件以轻松插入为宜。
3.准备就绪后将电熔焊机焊机的输出电极插入管件的电极柱上。
4.启动电熔焊机,扫描条形码或输入需要焊接的电压与时间参数后开始焊接。
5.在焊接倒计时结束后,在不影响管材冷却熔接的情况下可以取下输出电缆线,开始准备下一个焊接。