QFN(Quad Flat No-lead Package,方形扁平无引脚封装)是一种焊盘尺寸小、体积小、以塑料作为密封材料的新兴的表面贴装芯片封装技术。QFN是日本电子机械工业协会规定的名称。由于底部中央大暴露的焊盘被焊接到PCB的散热焊盘上,使得QFN具有的电和热性能。
QFN是一种无引脚封装,呈正方形或矩形,封装底部中央位置有一个大面积裸露的焊盘,具有导热的作用,在大焊盘的封装外围有实现电气连接的导电焊盘。由于QFN封装不像传统的SOIC与TSOP封装那样具有鸥翼状引线,内部引脚与焊盘之间的导电路径短,自感系数以及封装体内布线电阻电阻很低,所以,它能提供卓越的电性能。此外,它还通过外露的引线框架焊盘提供了出色的散热性能,该焊盘具有直接散热的通道,用于释放封装内的热量。通常,将散热焊盘直接焊接在电路板上,并且PCB中的散热过孔有助于将多余的功耗扩散到铜接地板中,从而吸收多余的热量。由于体积小、重量轻,加上杰出的电性能和热性能,这种封装特别适合任何一个对尺寸、重量和性能都有要求的应用。
● 表面贴装封装
● 无引脚焊盘设计占有更小的PCB面积
● 组件非常薄(<1mm),可满足对空间有严格要求的应用
● 非常低的阻抗、自感,可满足高速或者微波的应用
● 具有优异的热性能,主要是因为底部有大面积散热焊盘
● 重量轻,适合便携式应用
● 无引脚设计
QFN的焊盘设计主要包含以下三个方面:周边引脚的焊盘设计、中间热焊盘及过孔的设计和对PCB阻焊层结构的考虑。
1、周边引脚的焊盘设计
对于QFN封装,PCB的焊盘可采用与全引脚封装一样的设计,周边引脚的焊盘设计尺寸如图2所示。在图中,尺寸Zmax为焊盘引脚外侧尺寸,Gmin是焊盘引脚内侧最小尺寸,D2t为散热焊盘尺寸,X、Y是焊盘的宽度和长度。
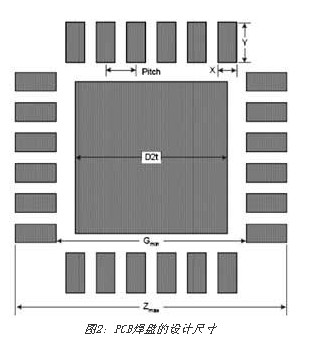
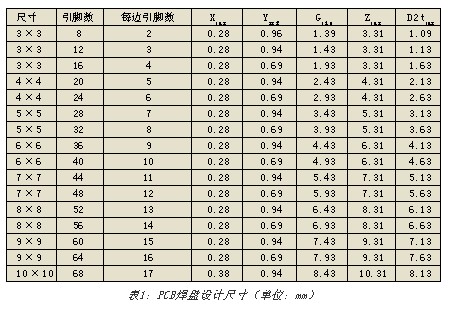
MLF封装的焊盘的公差分析包括元件公差、印制板制造公差和贴装设备的精度。这类问题的分析IPC已建立了一个标准程序,根据这个程序可计算得出各种MLF元件推荐的焊盘尺寸,表1列出了一些常见的引脚间距为0.5mm的QFN封装的PCB焊盘设计尺寸。
2、 散热焊盘和散热过孔设计
QFN封装具有优异的热性能,主要是因为封装底部有大面积散热焊盘,为了能有效地将热量从芯片传导到PCB上,PCB底部必须设计与之相对应的散热焊盘和散热过孔。散热焊盘提供了可靠的焊接面积,过孔提供了散热途径。
通常散热焊盘的尺寸至少和元件暴露焊盘相匹配,然而还需考虑各种其他因素,如避免和周边焊盘的桥接等,所以热焊盘尺寸需要修订,具体尺寸如表1所示。
散热过孔的数量及尺寸取决于封装的应用情况、芯片功率大小,以及电性能的要求。建议散热过孔的间距在1.0~1.2mm,过孔尺寸在0.3~0.33mm。散热过孔有4种设计形式:使用干膜阻焊膜从过孔顶部或底部阻焊;使用液态感光(LPI)阻焊膜从底部填充;或者采用“贯通孔”,如图3所示。上述方法各有利弊:从顶部阻焊对控制气孔的产生比较好,但PCB顶面的阻焊层会阻碍焊膏印刷;底边的阻焊和底部填充由于气体的外逸会产生大的气孔,覆盖2个热过孔,对热性能方面有不利的影响;贯通孔允许焊料流进过孔,减小了气孔的尺寸,但元件底部焊盘上的焊料会减少。散热过孔设计要根据具体情况而定,建议使用顶部或底部阻焊。
回流焊曲线和峰值温度对气孔的形成也有很大的影响,经过多次实验发现,在底部填充的热焊盘区域,当峰值回流温度从210℃增加到215~220℃时,气孔减少;对于贯通孔,PCB底部的焊料流出随回流温度的降低而减少。
3、阻焊层的结构
建议使用NSMD阻焊层,阻焊层开口应比焊盘开口大120~150μm,即焊盘铜箔到阻焊层的间隙有60~75μm,这样允许阻焊层有一个制造公差,通常这个公差在50~65μm之间。当引脚间距小于0.5mm时,引脚之间的阻焊可以省略。
网板设计
能否得到完美、可靠的焊点,印刷网板设计是关键的步。四周焊盘网板开口尺寸和网板的厚度的选取有直接的关系,一般较厚的网板可以采用开口尺寸略小于焊盘尺寸的设计,而较薄的网板开口尺寸可设计到1:1。推荐使用激光制作开口并经过电抛光处理的网板。
1、周边焊盘的网板设计
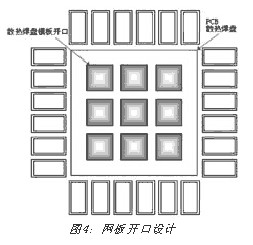
网板的厚度决定了印刷在PCB上的焊膏量,太多的焊膏将会导致回流焊接时桥连。所以建议0.5mm间距的QFN封装使用0.12mm厚度的网板,0.65mm间距的QFN封装使用0.15mm厚度的网板。网板开口尺寸可适当比焊盘小一些,以减少焊接桥连的发生,如图4所示。
2、散热焊盘的网板设计
当芯片底部的暴露焊盘和PCB上的热焊盘进行焊接时,热过孔和大尺寸焊盘中的气体将会向外溢出,产生一定的气孔,因此如果焊膏面积太大,会产生各种缺陷(如溅射和焊球等)。但是,消除这些气孔几乎是不可能的,只有将气孔减至最小。在热焊盘区域网板设计时,要经过仔细考虑,建议在该区域开多个小的开口,而不是一个大开口,典型值为50%~80%的焊膏覆盖量。实践证明,50μm的焊点厚度对改善板级可靠性很有帮助,为了达到这一厚度,建议对于底部填充热过孔设计的焊膏厚度至少50%以上;对于贯通孔,覆盖率至少75%以上。