
焊锡线主要是由易熔的金属如锡铅制成的线状焊料,加热到一定温度就开始融化,在融化时能在被焊金属表面形成合金而将被焊金属连接在一起。焊锡线为管状,内部有助焊剂(优质松香添加一定活化剂)。
焊锡线主要由外部的锡铅焊料和中间的助焊剂组成,如加入助焊剂松香,称为松香焊锡线
一.焊料
凡是用来熔合两种或两种以上的金属面,使之成为一个整体的金属或合金,都称为焊料.按其组成成份焊料的不同可分为:锡铅焊料、银焊料及铜焊料,按熔点可分为软焊料(熔点在450℃以下)和硬焊料(熔点在450℃以上)
根据焊接的不同需要,锡线粗细各不相同,规格很多,常见的锡线直径有:0.5、0.8、0.9、1.0、1.2、1.5、2.0、2.3、2.5、3.0、4.0、5.0mm等多种
二.助焊剂
一般对焊剂的要求为
常温时要稳定,焊剂的熔点要低于焊锡的熔点,在焊接过程中,焊剂要有较高的活化性和较低的表面张力,受热
后能迅速均匀的流动,助熔化锡浆在金属面上更好的浸润
不产生有刺激性的气味和有害气体
不导电、无腐蚀性、残留物和副作用,施焊后的残留物易清洗
配制简便、原料易得、成本低廉
在连续作业的场合如图2所示
手掌自然握住锡线,拇指、食指、小指构成支撑点。此种方法可连续的送出锡线以及面积大、广的操作
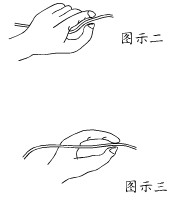
单点焊接的场合如图3所示
一般作业所使用的拿法,适用于焊接面积小,焊点多的操作,作业时注意融化适量锡丝。
五工步施焊法也叫五步操作法,它是掌握手工焊接的基本方法。
准备。
准备好被焊工件,电烙铁加温到工作温度,烙铁头保持干净并吃好锡,一手握好电烙铁,一手抓好焊锡丝,电烙铁与焊锡丝分居于被焊工件两侧。
加热。
烙铁头接触被焊工件,包括工件端子和焊盘在内的整个焊件全体要均匀受热,不要施加压力或随意拖动烙铁,时间大概为1~2秒为宜。
加焊锡丝。
当工件被焊部位升温到焊接温度时,送上焊锡丝并与工件焊点部位接触,熔化并润湿焊点。焊锡应从电烙铁对面接触焊件。送锡量要适量,一般以有均匀、薄薄的一层焊锡,能全面润湿整个焊点为佳。合格的焊点外形应呈圆锥状,没有拖尾,表面微凹,且有金属光泽,从焊点上面能隐隐约约分辨出引线轮廓。如果焊锡堆积过多,内部就可能掩盖着某种缺陷隐患,而且焊点的强度也不一定高;但焊锡如果填充得太少,就不能完全润湿整个焊点。
移去焊锡丝。
熔入适量焊锡(这时被焊件己充分吸收焊锡并形成一层薄薄的焊料层)后,迅速移去焊锡丝。
移去电烙铁。
移去焊锡丝后,在助焊剂(锡丝内含有)还未挥发完之前,迅速移去电烙铁,否则将留下不良焊点。电烙铁撤离方向与焊锡留存量有关,一般以与轴向成45°的方向撤离。撤离电烙铁时,应往回收,回收动作要迅速、熟练,以免形成拉尖;收电烙铁的用时,应轻轻旋转一下,这样可以吸除多余的焊料。以上从放电烙铁到焊件上至移去电烙铁,整个过程以2~3秒为宜。时间太短,焊接不牢靠;时间太长容易损坏元件。