


Sn10Pb90有铅系列锡膏焊接效果好厂家供应锡膏优惠价格可试样
地区:广东 东莞
认证:
无
图文详情
产品属性
相关推荐
Sn10Pb90有铅系列锡膏焊接效果好厂家正品供应锡膏优惠价格可试样
宽松的回流工艺窗口 极佳的润湿与吃锡能力
低气泡与空洞率 可保持长时间的粘着力 透明的残留物 杰出的点涂性能和超常印刷寿命
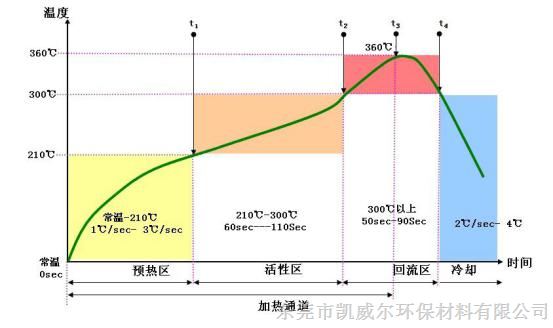
Recommended Profile/推荐曲线
![]()
加热阶段:0.8-1.2℃/秒的缓速升温至 1-2 分钟,可以有效地控制助焊剂中挥发物的挥发速度,并可防止由于热塌坍而导致的缺陷(比如锡珠、锡球、或连锡等)。同时采用在这样的回焊曲线来减少被焊焊点的空洞形成。
回焊阶段:
为了获得较好的润湿性能,形成高质量的焊点,推荐在回流阶段的峰值温度一般应高于合金熔点30-50℃,300℃以上的时间应当为 10-30 秒。峰值温度(330-360℃)与回流时间超出推荐值时,可能会导致过多的金属间化合物形成,从而降低焊接的可靠性。
冷却阶段:为了形成良好的晶粒结构,需要采用快速冷却(2-4℃/秒)。缓慢冷却将会影响晶粒结构的抗疲劳性能。
更多产品资料请联系凯威尔客服。
Sn10Pb90
SOLCHEM
500g
SMT行业专用