随着电子系统中元器件密度的提高,设计师通常为了和印制电路板(PCB)上厚度为0.10 mm的焊膏模板配套,而选择共面度不超过0.10 mm的、同等精密的连接器。然而,市场上有很多共面度值为0.15 mm的连接器,同时共面度值为0.10mm的连接器也由于引脚数量的增加以及特型引脚、直角连接器的引入等原因而难度越来越大。这因此限制了设计师的连接器选择范围;或者在本可以优先使用单个连接器时,却不得不使用多个连接器,或者被迫使用阶梯焊膏模板。这两种选项都增加了系统设计和生产的成本与复杂度。
然而,Samtec Inc.和Phoenix Contact的一项研究表明,通过优化焊膏模板的开孔形状,设计师就可以选择已广泛提供的、价格更低的、共面度为0.15 mm的连接器来与更精细的0.10 mm焊膏模板配合使用,同时在良品率为100%的情况下也能满足IPC-J-STD-001 Class 2标准的要求。
本文将讨论焊膏模板与连接器共面度之间的关系,以及设计师面临的取舍和制约因素等话题。然后本文将介绍此项研究的情况和相应的结果,以及这些结果在优化设计的时候对成本、空间、性能和可靠性产生的影响。
焊膏模板与连接器共面度之间的关系
利用精密加工的焊膏模板来精准地施放一小块焊膏并不太困难。但随着连接器引脚数量的不断增加,同时连接器上的一些引脚需要被做成特定形状和被做成诸如直角连接等特定的连接类型,连接器与采用精密焊膏模板来施放成形的焊料之间出现了越来越大的匹配困难。主要问题是由于连接器引脚的共面度引起。
简而言之,“共面度”这一术语是指当连接器被置于平面上时,其高度的和高度的引线(或引脚)之间的距离。该距离的数值通常可用光学测量设备测得(图1,左图)。
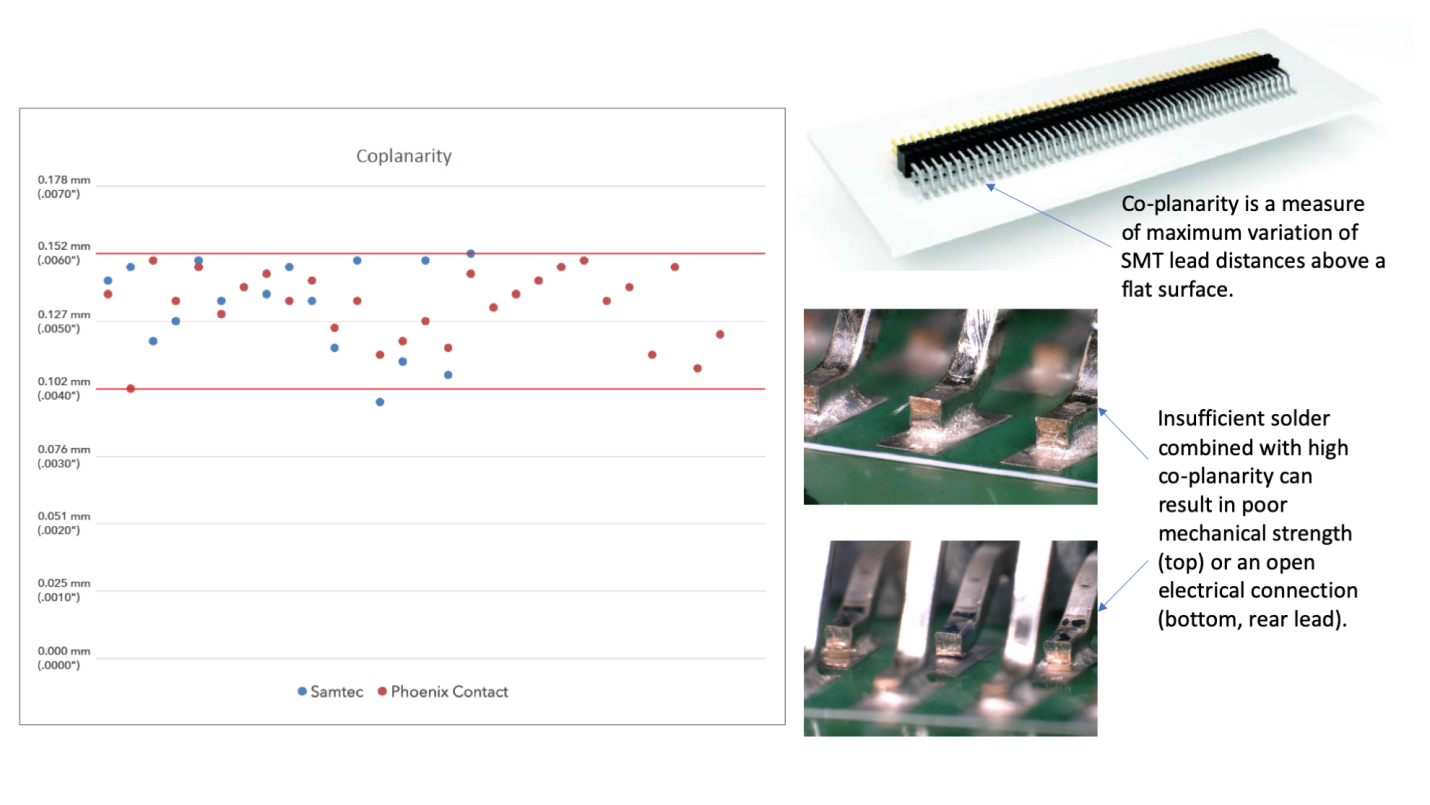
图1: 共面度是指在一个平面上测量到的不同引线高度之间的差值;对表面贴装(SMT)器件的引线而言,将该项差值降至至关重要,借此可以避免焊点出现问题。(右下角)。(图片 Inc.)好的共面度对于好的焊点至关重要:如果一条引脚或引线的位置太高,它可能就无法与焊膏形成充分的接触,从而导致焊点在机械上出现虚焊或出现完全电气连接开路的漏焊。大多数规范都要求共面度在0.10mm和0.15mm之间。
通过利用正确的工艺和工具,就能够为多数应用持续地构建共面度为0.15 mm的连接器。然而,由于引脚数量的增加,特别是一些连接器的引脚发展成为了特定的形状,或者它们需要以特定角度(如双排、直角)来进行连接时,要达到0.10 mm的共面度就更为困难。维持这种较低的共面度会增加连接器成本。
如今的大型电路板都包括超过3000个元件和体积更小的、更高集成度的电子器件,使得本已紧张的板上空间变得更加密集,其结果是元器件引脚之间的间距也越来越小,设计师现在也在更多地考虑采用厚度为0.10 mm的焊膏模板。如果使用更厚的焊膏模版,那么引线或焊盘之间就会存在较高的焊桥风险。然而,设计师很难找到既满足0.10mm共面度规格要求,同时又具有足够引脚数及合适外形尺寸的连接器。
当然,设计师的确也可以选择其他解决方案。如他们可以采用阶梯化焊膏模板,用薄一点的焊膏模板来应对小节距元件,而用更大一些的模板来支持连接器。这就解决了问题,但焊膏模板成本就会变得更高,同时还有可能无法适用于焊锡阶梯两侧元器件之间空间不足的应用。根据通常的经验来看,两个阶梯开孔之间的距离应该为阶梯厚度的36倍。
另一种选择是使用多个连接器。连接器的引脚数量越少,就越容易使其满足更为紧密的共面度规格。但是多个连接器又增加了成本,同时增加了布局复杂性并带来可靠性问题。此外,尽管连接器可能满足0.10 mm共面度要求,但厚度为0.10 mm的焊膏模板意味着更低的焊料高度,从而导致焊点机械强度可能不够高。
如何优化焊膏模板的开孔
为了限度地采用这些折衷方案,Samtec和Phoenix Contact针对三个系列的连接器研究了通过修改焊膏模板开孔所产生的效果。这些研究使用了一个厚度为0.15 mm和1:1开孔的模板,从而使沉积焊料的尺寸和形状与铜焊盘一致。随后在这些实验中增加了两种厚度为0.10mm的、但开孔更大的模板,并在接下来的研究中制作并选用了共面度在0.10 mm和0.15 mm范围内的连接器。
这项研究涉及将焊膏模板开孔的大小调整到超出焊盘尺寸来进行套印,以增加焊料量并形成更好的连接,但不多到导致焊桥或在电路板表面留下焊球。为实现这一目标,这项研究依赖于回流焊过程中的焊膏在达到其液化温度后,在加热的焊盘上形成凝结的趋势。当然,必须为每种连接器类型确定正确的开孔大小(图2)。

图2:橙色轮廓显示了FTSH连接器的开孔尺寸。(图片 Inc.)例如,为了确保在共面度为0.152 mm的 FTSH连接器样品与厚度为0.10 mm焊膏模板之间形成良好的焊点,开孔为2.84 mm x 0.97 mm。这样就可以面向100%良品率去实现满足IPC-J-STD-001 Class 2标准要求的高质量焊点(图3)。

图3 :共面度为0.152 mm的FTSH连接器样品在使用了厚度为0.10 mm的、具有优化开孔的焊膏模板后形成的焊接结果,可以看到其内排(左图)引脚和外排引脚(右图)都是高质量的焊点。(图片 Inc)基于这些结果,可以清楚地看到设计人员在使用厚度为0.10 mm的焊膏模板时,应当再次考虑采用共面度值为0.15mm的连接器。如果已经确定了用模板开孔来支持组合模式,就可以采用众多现成可用的连接器而扩大了选择范围,并可避免在受到限制的范围内选用昂贵的替代品。如果开孔无法在网上获得或尚未确定,那么很重要的是在设计流程之初就要去联系连接器制造商来确定开孔,或为任何已确定的应用找出更合适的解决方案。
早期介入极为关键,随着设计流程逐渐深入,其选择面就越来越窄。
结论
由于充分了解各种取舍权衡,并听到客户对更加精密的焊膏模板和更加紧致的共面度的渴望,Samtec Inc.与Phoenix Contact两家公司的研发团队携手开发了优化焊膏模板开孔的途径,它可使共面度为0.15mm的连接器能与厚度为0.10mm的焊膏模板配合使用。该项研究带来了成果:厚度为0.10mm的精密焊膏模板、更大的连接器选择范围、低成本、低复杂度、满足IPC-J-STD-001 Class 2标准中机械强度要求的高质量焊点。
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。