仰焊操作要点
1、仰焊时一定要注意保持正确的操作姿势,焊接点不要处于人的正上方,应为上方偏前,且焊缝偏向操作人员的右侧,仰焊的焊条夹持方式与立焊相同。
2、采用小直径焊条、小电流焊接,一般仰焊的焊接电流在平焊的焊接电流与立焊的焊接电流之间3、采用短弧焊接,以利于熔滴过渡。
4、保持适当的焊条角度和正确的运条方式,如下图所示。
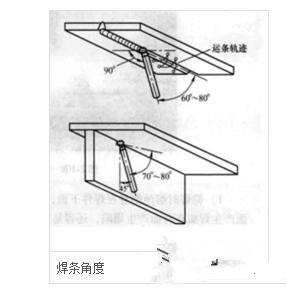
对于不开坡口的对接仰焊,间隙小时宜采用直线形运条,间隙大时宜采用往复直线形运条。开坡口对接仰焊采用多层焊时,层焊缝根据坡口间隙大小选用直线形或直线往复形运条方式。其余各层均采用月牙形或锯齿形运条方式。多层多道焊宜采用直线形运条。对于焊脚尺寸较小的T形接头采用单层焊,选用直线形运条方式。焊脚尺寸较大时,采用多层焊或多层多道焊。层宜选用直线形运条,其余各层可采用斜环形或三角形运条方式。
5、当熔池的温度过高时,可以将电弧稍稍抬起,使熔池温度稍微降低。
6、仰焊时由于焊枪和电缆的重力等作用,操作人员容易出现持枪不稳等现象,所以有时需要双手握枪进行焊接。
7、采用斜圆圈运条时应有意识地让焊条头先指向上板,使熔滴先与上板熔合,由于运条的作用,部分金属液会自然地被拖到立面的钢板上来,这样两边就能得到均匀的熔合了。
仰焊操作方法
1)如图6-1所示,在A点(距始焊端4mm)前10~15mm处将电弧引燃,采用长弧带回A点,经2—3s时间的预热,当A点处有珠状熔滴出现时,用2/3电弧吹扫坡口间隙,用1/3电弧对准坡口的钝边处,压低电弧稍作停留,再用2/3电弧贴于钝边处,形成接近于间隙中心点的熔滴过渡,然后采用瞬间向下动作在钝边处下滑带出电弧,。

2)电弧带出后借助于熔池的亮度,将熄灭的焊条端瞄准A点的另一侧B点,当灭弧处的熔滴逐渐冷却并由亮红色变成暗红色时,再迅速将焊条端触落在B点的钝边处,并尽量使熔滴脱落端与钝边线持平。然后用2/3电弧穿过坡口的间隙,1/3电弧贴于钝边处,先将电弧外推与钝边处熔合,再转动同A点一侧的熔滴相融合,形成基点熔池。
3)基点熔池形成后,再做一个向上推进的微小动作,移走电弧。电弧移走熄灭后,将焊条端对准B点的另一侧A点,当B点的熔池冷却,熔池亮色逐渐消失并缩成一点后,将电弧推入A点的熔池前方。
4)按A点的成形方法,电弧停留形成金属熔滴的过渡。
5)采用同一个节奏和规律,使熔滴叠落前移。
6)当焊缝随间隙的收缩由4~5mm变为3mm左右时,电弧续入坡口间隙的位置,也应由坡口两侧钝边处进弧改为中心间隙点进弧。进弧后,先将电弧贴于坡口一侧的钝边处,停留片刻,转动到坡口B侧的钝边处,作微量的熔滴过渡后再移走电弧。
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。