一、 前言
大连安迪数控技术有限公司是由留日海归博士和国内自动化学者共同投资组建的高新技术企业。公司位于大连市高新园区海外学子创业园。是一家专门从事于交流永磁同步伺服系统和交流异步伺服系统的研发、制造、销售和服务为一体的自动化控制企业。公司可为客户提供完美的解决方案。
随着中国百姓生活水平的不断提高,手表、精美的钻戒已不再是品,各种精美的家具也走入了寻常百姓的家中。数控雕铣机因其可以切割、镂铣,并具有加工高,效率高等特点成为高精密加工的能手。数控雕铣机属于模具加工行业的主要设备,一般分为模具加工和手板加工两种。因为加工材料和要求不同,前一种要求较高,后一种相对较低,与数控雕刻机相似。雕铣机(CNC engraving and milling machine)它是数控机床的一种……一般认为雕铣机是使用小刀具、大功率和高速主轴电机的数控铣床。雕刻机的优势在雕,如果加工材料硬度比较大也会显得力不从心。雕铣机的出现可以说填补两者之间的空白。雕铣机既可以雕刻,也可铣削,是一种高效高精的数控机床。力玛雕铣机是数控雕铣 机的杰出代作。 雕刻机:它主轴转速高适合小刀具的加工,扭矩比较小,着重于“雕刻”功能,例如木材(专门加工木板的称为木雕机)、双色板、亚克力板等硬度不高的板材,不太适合强切削的大工件。目前市面上的大多数打着雕刻机旗号的产品都是为加工工艺品为主,成本低,由于不高,不宜用于模具开发;但也有例外的例如晶片雕刻机。 模具加工用数控雕铣机,定位为2丝以内,重复定位5μm之内(轴窜动,径向跳动),电机加工为2μm,轴承室的加工,一般需要3-5台伺服系统用在进给轴,是伺服产品应用的重点领域。因此安迪数控有限公司对ADSD-S伺服系统在数控雕铣机的应用制作了方案。
二、雕铣机的结构
雕铣机一般由数控系统、主轴系统和进给轴系统组成。主轴系统一般采用变频器进行驱动电主轴,速度为2-5万转/分,一般加工速度为1-2万转/分。进给轴系统一般分为X轴、Y轴和Z轴,分别由3台同步伺服驱动器和同步永磁电机组成。伺服驱动器是用来控制伺服电机的一种控制器,伺服驱动器其作用类似于变频器作用于普通交流马达,属于伺服系统的一部分。 目前主流的伺服驱动器均采用数字信号处理器(DSP)作为控制,可以实现比较复杂的控制算法,实现数字化、网络化和智能化。功率器件普遍采用以智能功率模块(IPM)为设计的驱动电路,IPM内部集成了驱动电路,同时具有过电压、过电流、过热、欠压等故障检测保护电路,在主回路中还加入软启动电路,以减小启动过程对驱动器的冲击。 功率驱动单元首先通过三相全桥整流电路对输入的三相电或者市电进行整流,得到相应的直流电。经过整流好的三相电或市电,再通过三相正弦PWM电压型逆变器变频来驱动三相永磁式同步交流伺服电机。功率驱动单元的整个过程可以简单的说就是AC-DC-AC的过程。整流单元(AC-DC)主要的拓扑电路是三相全桥不控整流电路。 按照机台可分为两种,600-850机台,使用安川ΣII或者ΣV的850W,或者山洋1KW伺服,目前这两个品牌的伺服为雕铣机行业使用的主流产品;500机台一般使用安川750W,台达750W等系列伺服。模具加工用雕铣机,一般使用安川和三洋为主;手板加工用雕铣机会使用台达750W等。国产伺服目前没有市场占有率。使用安迪伺服,主要分为两种:替换安川850W,5.34NM伺服,使用安迪ADSD-S23-1.5K + ADSM-S130-060M25DK 1.5KW,Z轴控制主轴上下运动,需使用抱闸电机,抱闸由伺服驱动器输出控制;替换台达750W伺服,可用ADSD-S23-0.75K + ADSM –S80-024M30DKM 2.4NM,Z轴控制主轴上下运动,需使用抱闸电机,抱闸由伺服驱动器输出控制。

高性能的数控雕铣机要求伺服系统有较高的响应频宽、系统刚性,以及良好的低速特性。这就要求可移动部分在保证灵活运动的同时,有良好的刚性,这样能减小机械传动的惯量,从而得到较高的响应频率。
三、雕铣机控制方案
控制方案:
数控系统主轴采用变频控制,进给轴有3个伺服输出端口。
大连安迪数控同步伺服驱动器具体根据负载情况选择驱动器及同步伺服电机。伺服驱动器一般可以采用位置、速度和力矩三种控制方式,主要应用于高的定位系统,目前是传动技术的高端。随着伺服系统的大规模应用,伺服驱动器使用、伺服驱动器调试、伺服驱动器维修都是伺服驱动器在当今比较重要的技术课题,越来越多工控技术服务商对伺服驱动器进行了技术深层次研究。采用外部位置控制方式,由数控系统发AB相脉冲信号,电子齿轮比为1:1。
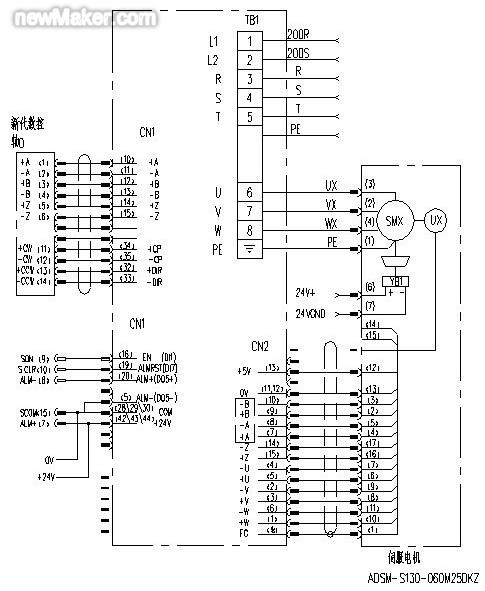
数控系统与伺服及电机等接线图纸如下:
四、驱动器调试
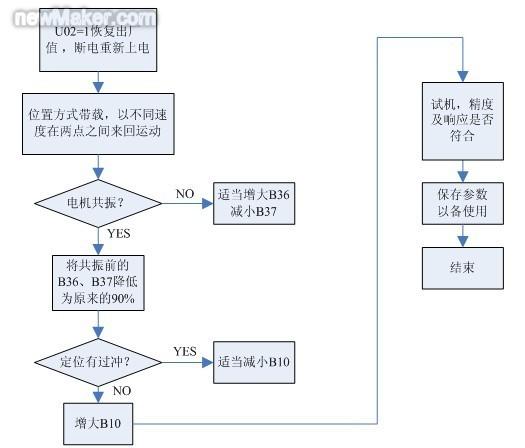
通过安迪伺服驱动器上位机软件或键盘,可以对控制器的参数进行修改,在定位过程中,要保持较高的响应频率,需在保持电机不振动的情况下,调节基本参数B36速度比例增益尽量大,B37速度积分时间常数尽量小;再看电机定位是否准确,若定位有过冲则稍调小B10位置比例增益。
大连安迪交流同步伺服选型和相关参数设置
轴 X Y Z
伺服驱动器 ADSD-S23-1.5K ADSD-S23-1.5K ADSD-S23-1.5K
伺服永磁电机 ADSM-S130-060M25 ADSM-S130-060M25 ADSM-S130-060M25DZ
B00 2 2 2
B01 2 2 2
B10 60 60 60
B20 1 1 1
B36 300 300 260
B37 28 28 28
Y13 906 906 906
Y18 65413 65413 65413
实际调试需注意事项:
上述为使用安迪伺服的雕铣机加工的球面,调试中需注意:
1.如球面出现麻点,说明机床刚性过高,尤其是Z轴,机床在加工过程中产生了震动,需拉低电流环和速度环增益;
2.如出现拉刀痕迹,说明位置环刚性偏低,加工中位置跟踪误差大,需调整位置环增益,雕铣机系统对位置响应要求较高,需拉高位置环增益;
3.可根据实际情况,降低速度换积分时间常数;
4.Z轴速度环不宜调整过高,容易在上升停止后产生振荡;
5.三轴位置环增益需要保持一致,保证位置跟踪误差一致,才能保证加工圆周和圆球时,尺寸没问题;
五、总结
通过实际加工对比发现,使用安迪伺服的雕铣机加工的模具,基本可达到模具,尺寸完全合格,手感良好,粗糙度(光洁度)良好,在光线下曲面光泽细腻程度略逊于使用安川ΣII雕铣机加工的模具。
通过实际加工观察,安迪伺服电机和伺服驱动器达到要求响应速度和,并具有更优良的性价比,可为企业创造更多的效益。
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。