1、引 言
本文介绍了我国光缆生产制造30年来,在技术工艺路线上发生的改进和提高,并对现有的工艺设计基础进行了分析,希望能对光缆技术工艺发展方向提供有益的基础依据。
自1982年根实用化多模光缆在中国的应用开始,我国的光缆制造和产业化发展已历经30个念头,经历了9年的三起三落,发展到今天,形成了世界上的光缆产业和相关产业群,年产能达到近1亿芯公里,年实际产量达到8千万芯公里。作为世界上的光缆制造国,我们光缆企业回首看产业的发展,与这三十年来光缆制造工艺的技术创新是分不开的,中国企业在骨架、中心管、层绞三种结构的选择上、在光缆机械性能的研究上、在工程应用以及在理论推算和总结上都已处于世界先进水平。
2、1982-1990年中国光缆制造的探索阶段
中国的光缆制造可以说与国际同步开始,但在基础工业和工艺落后的九十年代,我国的光缆工艺以引进技术为主,其中侯马电缆厂为主的骨架式单螺旋绞光缆出现的早,之后出现了中心管式的结构,武汉邮电科学研究院开发的中心束管光缆(农话缆)至今仍是一个重要的光缆品种。
2.1 骨架槽光缆
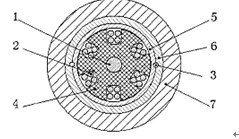
早期的光纤技术还不完善,在光纤表面的涂层还是采用的热固化的硅树脂,光纤的脆弱使得光缆的保护更为重要,在成缆中的控制也要求更高,当时的光纤对侧压、-OH、弯曲更敏感,因此,开发出了复杂工艺的骨架式单螺旋绞光缆,把裸纤放在S绞的U型骨架槽内,从单纤骨架开发到多纤骨架,采用色谱区分技术来区分同一骨架槽内的光纤。光缆的结构如下图所示:
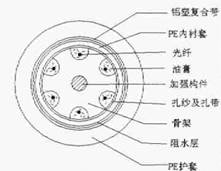
图一 骨架槽光缆
骨架槽设计思想来自电缆,对光纤侧压有很好的保护作用,靠光纤在槽中的位移来抵抗拉伸和温度变化光缆的形变。但其缺点是明显的,首先骨架槽的制作工艺要求高,效率低;其次,成缆的设备复杂、收放线同步要求高、退扭复杂、速度很慢,对大芯数光缆无法实现;,在工程应用上发现,油膏的质量和填充对光缆寿命的影响很大。鉴于这些问题,这种结构在九十年代初期就陆续被淘汰了,但其某些特性和思路还将被现在使用,这在后面将介绍。
2.2 中心管式光缆
以美国AT&T公司为代表的中心管松套结构,因其光纤位于光缆的中心,具有良好的弯曲特性、结构紧凑,引进后成为一个主要品种,武汉邮电科学研究院结合我国幅员辽阔、当时光纤通信容量不大的特点,开发出个有中国特色的光缆产品,中心束管式光缆。结构见图二:
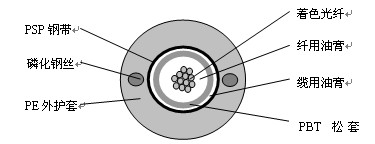
图二 中心管式典型结构
中心管结构也有几种形式,早的没有钢带铠装,采用平行镀锌钢丝加强,存在渗水和低温特性不够好的问题;后来增加了钢带铠装,是我国个光缆钢带纵包成型工艺,采用了分级成型,钢带平带对接、热熔胶粘接工艺,解决了渗水和高低温的问题,并确定了钢带的技术标准雏形,但光缆十分难开剥;发展到了用阻水带或油膏填充工艺,进一步合理化了该结构。但从结构特性上来看,出现大于12芯时,需要采用复杂的扎束技术来区分光纤,后来开发出了喷环工艺,用于OPGW。当多组光纤放在一个套管中时,需要多个放纤架,设备的利用率受到限制,不利于大规模的生产,同时在工程上也不便于分歧。
中心管光缆制造中的关键技术是光纤在套管中的余长控制技术,在这一时期先出现的是速差法余长控制技术,通过牵引轮和履带牵引间的1-8‰速度差来控制,该方法具有直观可控性强的优点,但也具有设备复杂易磨损后不准确的问题;后出现的是水温控制余长的方法,这是一个重大的进步,通过两级水槽和中间牵引轮来控制余长,缺点是不同规格间需要通过工艺摸索来稳定工艺参数。目前水温控制法广泛用于层绞套管的生产,但对于大余长的稳定生产,该方法还是有困难。
虽然中心管光缆出现了很长时间,但真正能做好这个产品却不容易,其纵包成型工艺会减小余长,包覆太松,将导致高低温时套管收缩或伸长,工程上会出现在接头盒处断纤或损耗增加,为此IEC增加了一个试验,但未被国内采用;包覆的紧,吃掉过多余长,导致抗拉伸能力的下降。因此,有一段时间对这个结构的争论很多,其实,产品的好坏和生产企业的制造稳定和可控性在这个产品上反映的很明显。
2.3 其它结构和情况
在这个时期出现了一些结构上的探索,如紧套结构的室外光缆,紧套结构比裸纤具有更好的保护性,但损耗大,与同样结构的松套光缆比机械性能差,生产效率低,没有被选作长途光缆。
中心管结构的一个变形就是钢丝铠装结构,至今仍有采用,采用0.6-1mm的单细低碳钢丝绞绕在套管外,加上钢带纵包护套,这个产品在广电系统应用的多些。
在这个十年中,中国的光缆产业发展是离不开原材料厂家的创业开端的,开始的原材料都是进口产品,如纤膏、缆膏是进口UNIGEL、ASTOR等的,阻水带是盖克的,PBT是德国赫兹等的,只有铝带是用电缆铝带代替的。到了80年代末,相继出现了一些研究原材料的研究所和企业,在纤膏、缆膏、阻水带、复合金属带等方面开始研究和试验。
3、1991-2000年中国光缆制造的发展阶段
在90年代,受中国通信建设特别是光纤通信建设持续增加的影响,中国的光缆产业在这一时期得到了长足的发展,在品种、工艺装备、原材料、理论基础、检测技术等多个方面都得到显着的增强,这一时国家的光缆需求主要是干线,因此在结构上是一个趋同化的进程,在光缆结构和制造工艺上有以下几个大的类型。
3.1 层绞式光缆
1991年武汉邮科院引进了NOKIA松套生产线,并从法国引进了S绞成缆线,层绞式光缆开始广为应用,对于S绞结构,采用了收放线同步退扭技术,光缆节距稳定,油膏填充绕包聚酯带,优点是光缆性能稳定,并且奠定了今天光缆余长设计的理论基础,缺点是设备复杂,效率低,能耗大。到了1995年开发出了SZ绞成缆设备,大大简化了成缆设备,提高了生产效率,采用双偏芯扎纱、SZ往复绞合工艺,油膏填充,纵包或绕包包带,生产12单元管,开发了填充绳作为填充单元,设计了领示色和全色谱两种区分方法,光缆的典型结构如下:
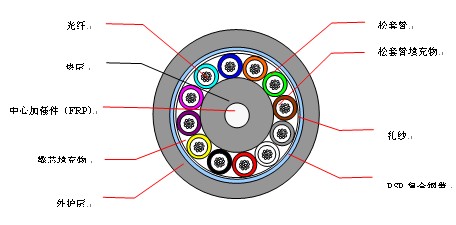
图三 层绞式光缆典型结构
层绞式光缆按使用可分为直埋型,如GYTA53、GYTY53、GYTA53+33等,管道和架空的主要是GYTA和GYTS。护层结构的不同导致工艺上的区别,出现了扎纹纵包工艺和铝带平带工艺,出现了热熔胶粘边工艺。
SZ绞工艺在中国光缆产业发展中占据重要的地位,所有光缆厂都有SZ成缆线,并在S绞设计原理的基础上,对SZ绞形成了完整的拉伸、温度形变的理论,并用于指导实践生产。
3.2 带状光纤结构光缆
与套管技术不同的是把多根光纤并排成带技术,这一技术早还是日本,用于骨架式带缆,而引入中国早的是中心管式带缆。光纤带的关键技术是并带,主要指标是平整度的控制,并带用的着色光纤也与普通着色纤的着色工艺控制不同,并带另一个关键就是收排线的整齐度和张力要与套管工艺匹配。下面依次是层绞式带缆、中心管式带缆、骨架式带缆的结构图。
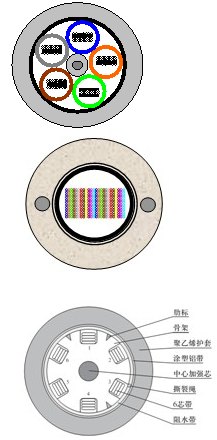
图四 三种典型带装光纤光缆结构
带纤套管工艺中的带纤都是采用S或Z绞进管的,因此其余长的概念与普通套管是不同的,由于套管粗,一般都没有采用轮式牵引,采用多是履带牵引,控制余长的关键参数是:放带张力、入管节距、模具(多个)、水温和收线张力,其理论计算要特别计算每个边带边纤的应变,并且与实际测试结果结合应证,在开始阶段各厂设计的占空比和节距都比较大,伴随成本压力的增加,工艺技术开始向小结构方向努力,在带缆结构上能体现各厂的工艺控制能力。
骨架带缆因其无油膏,在应用上有其特色,在这一时期只有长飞公司引进了这个技术,但用途不广,问题主要有:不能做12芯带,降低了熔接的芯数,采用S绞,不便于任意分支,设备复杂、成本高、效率低。
3.3 OPGW光缆
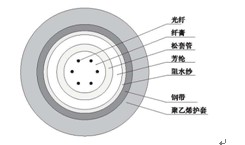
在这一时期,中国电力网建设迅猛,推动了电力系统通信的需求,先后产生了ADSS和OPGW,对于ADSS在工艺上主要是增加了芳纶绞工艺,在控制上,主要是设计了大余长光缆,而OPGW应该说是一种全新的大量应用的品种,其结构如下:

图五 OPGW代表结构
OPGW(复合光纤架空地线)采用了不锈钢焊接技术,包括不锈钢带表面处理、切边、成型、无缝氩弧焊、充油、拉拔、探伤等多个复杂技术,把多根光纤放在不锈钢保护管中,外单向绞铝包钢绞线,即使是雷击等大电流通过光缆时也不会损伤光纤。由于其优良的应用特性,广泛被新建电力系统采用,形成了一个近30亿规模的产业,而其不锈钢管套管技术为海缆的实现打下了伏笔。
3.3 其它工艺技术
紫外线光固化着色技术,从热固化的600米/分钟,发展到1500米/分钟,材料用量减少了,效果和效率都大幅提升;着色环技术,在着色线上增加喷环装置,可以达到在光纤上喷多个环或不同颜色环来区分同色纤的作用;高速套纤工艺,为提升生产效率,拉大与国内设备商的技术差距,国外的套纤设备商开发了一系列高速套纤的技术,包括充油控制系统,把舞蹈轮改为线位仪控制,大盘长,自动换盘,使得生产速度达到250米/分钟开发了绞盘工艺,降低摩擦,改进了绞管工艺,提出了力矩棒工艺,是为了提高效率和减小换向点的距离;闭合模钢带成型技术,在吸收国外模具设计原理的基础上,中国设备开发企业也开发出自己的成型模具,使得每个操作工都能更换模具;取消了包带工艺,早是为了防止护套工艺的热量传到套管上开发的聚酯带绕包工艺,因无明确的应用证据被大多数厂取消;在测试技术上北邮开发自己的机械性能测试仪,并广泛装备各光缆厂,提出了B-OTDR,并用于海缆的生产;这一时期,国内材料厂纷纷成立壮大,武汉化学所为代表的国家研究机构光缆油膏的产业化,秦邦代表的民营钢铝带企业,还有钢丝从镀锌改为磷化,走了一条有特色的路,这些产业的发展有力的支持了我们国家光缆产业的进步。
进入二十一世纪,光缆产业发展经过两轮低谷,多个兼并后形成了以五大集团为主的产业格局,这一阶段,各企业不仅在产能上竞争,在新技术上也加强了差异化,中天、通光在海缆、电力缆上优势比较明显,长飞、特发有骨架带缆,烽火通信在FTTX上,因此新的工艺技术不断,并且传统层绞式光缆,出现了同心扎纱,使生产速度提升到70米/分钟,成为现在主流的成缆技术,护套出现了标示线光缆,为光缆长期使用提供了性区分,这一时期的主要特色产品如下。
4.1 微管类光缆
DRAKA提出气吹微缆本来只是个概念,但随着接入网建设的展开,微缆的时代开始了,这种采用气吹施工技术,预先敷设管道的系统工程在城市网络建设中有明显的优势,其基本结构如下:
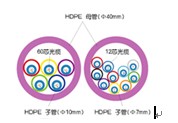
图六 气吹微缆及管道代表结构
这种结构对于光缆工艺的关键技术为套管尺寸的改小,12芯光纤套管的尺寸要做到1.6mm,对设备控制有很高的要求。于是开发出了在并带线上生产UV光纤束的工艺技术,采用紫外光固化材料对多到12芯的光纤进行半松的包覆保护,可以做到12芯束外径1.3mm,这一技术不仅可用于做气吹微缆,还可广泛用于FTTH的接入领域,结构如下:

图七 UV光纤束
烽火通信目前以实际生产出4、6、8、12芯该UV单元,并通过高低温循环试验,基于这种结构单元可开发出多种形式的新结构光缆,可以是中心管式多束结构,也可以是蝶型多芯缆,应用广泛。
4.2 FTTX蝶型光缆
二十一世纪的光通信推动力来自FTTX、3G、多网融合,其实都是一百米的融合应用,在这个推动力下,参考日本的建设经验,中国企业开发出了接入网用蝶型光缆,代表结构如下:
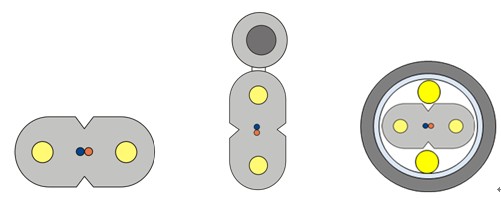
图八 三种典型蝶型光缆结构
蝶型光缆的出现不同于以往的设计思想,它是裸纤直接护套的技术路线,是基于接入网一百米的要求来设计的,有管道和架空、管道引入等形式,工艺路线是着色、护套或有的需加铝带保护,对于光缆的抗拉和温试都是与普通光缆不一样的,而且考虑了燃烧特性和环境安全因素。
该结构的难点在于光纤损耗的控制,光缆结构尺寸的控制(需要与快速接头配合),的要求表面摩擦系数小,便于多根光缆在一个管道中施工。
4.3 室内软光缆
传统的室内光缆主要是跳线用光缆和短距离楼内连接用光缆,但FTTX开始后,楼内的光缆类型开始增加,有分支光缆、布线光缆等。
这些光缆工艺上都基于紧套工艺,材料有PVC、HYTREL、PA、LSZH等,与以往的松套工艺区别比较大,对剥离有各种要求;
典型结构如下:
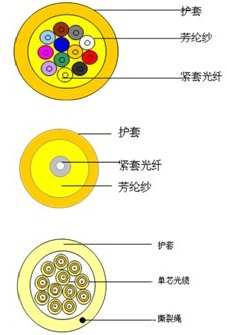
图九 典型室内光缆结构
4.4 自主知识产权的光纤光缆类
进入二十一世纪,各光缆厂的新应用,新产品很多,下面介绍几个有自主知识产权,代表中国产品技术的品种:
4.4.1 光电混合光缆,旨在解决取电困难的通信点,把电线与光纤在一根缆中结合,结构上采用了层绞设计,但由于有电源线在其中,在结构尺寸上变化较大,特性中也增加了电源线的部分,结构如下:

图十 光电混合缆代表结构
4.4.2 雨(污)水管道光缆,旨在利用管道资源,开发新的路由,在结构上结合了ADSS和GYTA的特质,在应用上采用自承式架于管道上壁,在防潮上用铝带保护,结构如下:

图十一 雨(污)水管道光缆典型结构
4.4.3 3G室外设备连接用光缆,旨在解决BBU和RU直接连接的问题,解决了室内设备与室外设备的性连接,在工厂做好连接头后直接应用。结构上采用紧套结构,外护套采用TPU材料。
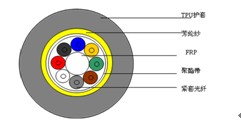
图十二 3G室外设备连接用光缆典型结构
4.4.4 小结构分立光纤骨架式光缆,旨在解决接入网小管道多芯数的应用,结构如下:
图十三 分立光纤骨架式光缆代表结构
4.4.5 路面开槽光缆,旨在开槽施工方法下敷设光缆,解决某些小区水泥路面接入的问题,而有趣的是在有些国家,采用沿马路开槽的方法敷设光缆,并有明确的施工方案。
图十四 路面开槽光缆典型结构
5、总结
光缆结构变化是出于应用的驱动,在个十年中是长途干线建设,光缆芯数不大,结构相对单一,出现了层绞光缆,带动了设备制造,材料制造等产业的开始,第二个十年中城域网和移动的建设,使得中国的光缆产业有了质的变化,设备制造和材料都发展壮大,在第三个十年,接入网和3G建设蓬勃兴起,三网融合方兴未艾,上下游基本产业链已完整,光缆结构变化多种多样,作为一名长期从事光缆生产制造的技术管理人员,回顾以往的光缆技术发展路线,正如螺旋的阶梯,每一个新技术都是在旧技术上焕发的新的光彩,每一个跨越式的突破都是以往积累量上的质变。
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。