频识别技术(Radio Frequency Identification,缩写RFID),射频识别技术是20世纪90年代开始兴起的一种自动识别技术,射频识别技术是一项利用射频信号通过空间耦合(交变磁场或电磁场)实现无接触信息传递并通过所传递的信息达到识别目的的技术。如图1所示。
从信息传递的基本原理来说,射频识别技术在低频段基于变压器耦合模型(初级与次级之间的能量传递及信号传递),在高频段基于雷达探测目标的空间耦合模型(雷达发射电磁波信号碰到目标后携带目标信息返回雷达接收机)。1948年哈里斯托克曼发表的"利用反射功率的通信"奠定了射频识别技术的理论基础。如图1所示。
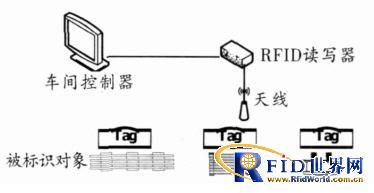
图1 RFID数据采集系统
随着技术的发展,RFID逐渐开始被应用到离散制造行业中,RFID标签具有本质上的优势,RFID标签的优势包括:可无线远距离读写,它在离散制造业中的应用将改变离散制造企业的生产经营方式, 其实RFID技术首先在低频得到广泛的应用和推广。该频率主要是通过电感耦合的方式进行工作, 也就是在读写器线圈和感应器线圈间存在着变压器耦合作用。通过读写器交变场的作用在感应器天线中感应的电压被整流,可作供电电压使用。 磁场区域能够很好的被定义,但是场强下降的太快。 目前RFID技术在离散制造业生产线上的应用还没有通用的方案,Fagui Liu和Zhaowei Miao研究了RFID技术在生产控制中的应用,但重点在系统的构建上,并主要讨论的是在陶瓷行业的应用,本研究基于RFID先进技术,重点研究该技术在装配行业的生产线可视化和生产过程控制中的应用,并依托国家863高技术研究发展计划资助项目,在重庆某摩托车发动机生产线监控系统中得到了应用。
1 基于RFID的生产线监控技术
1.1 生产线可视化
1.1.1 技术原理
生产线可视化的目标是使企业管理层能够实时地发现在制品生产和生产线运转状态,本研究的技术实施方案如图2所示。方案主要由流水线、RFID数据采集系统,到达工位后由工人取下进行零配件组装,完成后再放回流水线,直到完成所有工序,RFID数据采集系统主要包括一个带有双天线的RFID读写器,每个在制品都和一个RFID标签进行绑定。
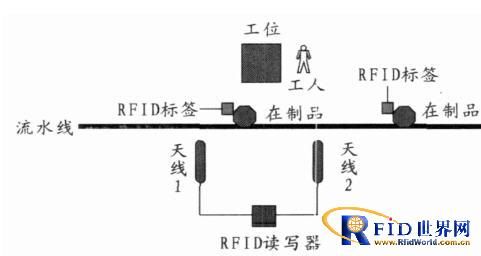
图2 生产线可视化技术实施方案
该技术的基本原理是:当绑定有RFID标签的在制品以先后顺序经过天线1和天线2时,将触发2次RFID标签读写事件,通过对事件产生的相关数据的记录与处理,来判断在制品的完成情况及各个工位的运转情况。
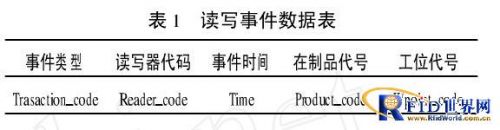
以读写器代号和工位代号为关键字的RFID标签读写事件数据表如表1所示。
另外,生产线和工位之间构成一个以生产线代号为关键字关系表,令生产线代码为Line_code,那么它们的关系为:
(Line_codei,WPoint_codei1,WPoint_codei2,…WPoint_codein)。
1.1.2 技术实现
1)生产线监测。生产线监测是通过对工位的监测,判断整条流水线是否运转正常。当在制品在工位逗留时间过长,或工位出现在制品堆积时,可判断为工位异常。令在制品在工位允许的逗留时间为Tmaxi,工位允许堆积的在制品数量为Nmaxi,则判断工位异常的公式如下:
如果Timej-Timei>Tmaxi,则在制品逗留超时,式中Timej,Timei为读写器天线2和天线1的2次读写事件发生的时刻。
当在制品经过天线1,而没有经过天线2时,公式变为:Timecorrent-Timei>Tmaxi.
对某个工位堆积在制品数量的判断,依赖于查找表1所构成的工位操作历史表,其查找过程如下:
步骤1 通过流水号Line_code找到工位号Wpoint_code.
步骤2 通过工位号Wpoint_code,查找经过天线1而未经过天线2的在制品代号Product code.
步骤3 累积在制品数量并与Nmaxi比较,即可判断在制品是否超量。
2)在制品监测。在制品监测是通过实时地获取在制品上RFID标签数据,以判断在制品所处的工位及已经完成的工序,假设在制品Product_codei有Ni道工序,则在制品生产状态的监测算法如下:
步骤1 在制品上线时,椴据在制品的制造要求,确定工序数量Ni,并确定工位顺序,生成一个二进制代玛,使其从位开始顺彦代表其经过的工位的完成状态,完成为1,未完成为0.在在制品上线时,其初始值为0.
步骤2 把该代码写入RFID标签并和在制品绑定。
步骤3 在制品每完成工序并离开工位时,修改相应位。
步骤4 读取RFID标签相应位,就可以确定已经完成的工序和正在完成的工序。
1.2 生产过程控制
1.2.1 技术原理
生产过程控制目标是根据在制品信息,静态或动态地确定在剃品组装路线和组装方式,其基本原理是:实对检测到在制品信息后,根据控制系统设定的组装路线和组装方式,技术实施方案如图3所示。系统主要由RFID数据采集系统、工位控制器、看板和路径选择执行机构组成。
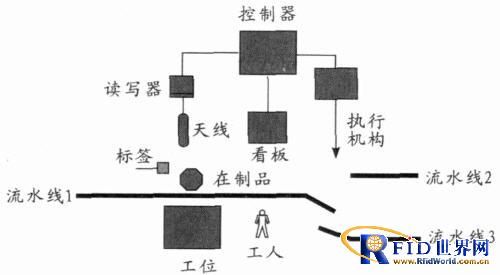
图3 生产控制技术实施方案
在制品的组装路线既酉以是上线之前制定的静态路线,也可以是上线后临时改变的动态路线,本研究采用虚拟生产线(VPL)的概念,给每一个在制品 Product_codei分配一个虚拟生产线代码VPL_codei,VPL_codei和Wpoint_codei关系为:
(VPL_codei,Wpoint_code1,Wpoint_code2,Wpoint_coden)
1.2.2 技术实现
1)组装路线控制算法如下:
步骤1 根据在制品的组装要求,生成虚拟生产线。
步骤2 将RFID标签中的在制品代码和虚拟生产绑定,然后将标签和在制品绑定。
步骤3 当在制品进行多径选择时,读写器读取标签中的在制品代码,并根据虚拟生产线中的信息,确定下一个工位。
该算法的优点是,只需更改控制器中存储的虚拟生产线和工位关系,便于组装路径动态控制。
2)组装方式控制算法如下:
步骤1 跟据在制品组装要求,生成组装指令表。
步骤2 读取RFID标签中的在制品代码和工序代码,查找组装指令表。
步骤3 在看板中发布组装指令,指导生产。
2 应用
2.1 系统实现
为了验证RFID技术在生产线监控中的实用性,在重庆某摩托车发动机生产线进行了应用示范,发动机生产是典型的离散零配件组装式生产,企业管理层有监控在制品生产和生产线运行状态的需求,因此在制品的组装路径需要控制。该生产线主要包括上线、曲轴、箱盖、返修、贴花及包装等工位。系统实施体系结构图如图4所示。
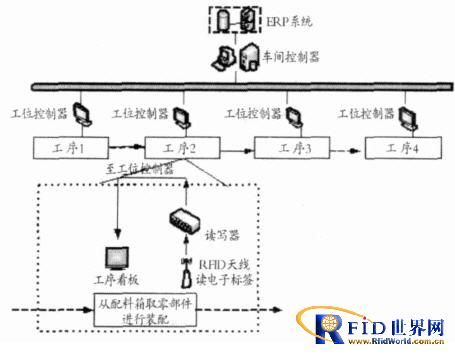
图4 系统体系结构
该系统在各工位配置13.56 MHz的RFID读写器及存储容量力2KB的标签,以构成RFID数据采集系统,用于生产线监控系统数据采集。系统配置 19英寸的MD显示屏,用于装配要点的提示。车间控制器用于工位协调,ERP应用系统系统用于计划排产和生产线状态显示。由于该摩托车企业的发动枧生产线没有实现机械化的路径改变装置,每当在制品经过质量检测后,工人需要根据LCD上显示的指令决定在制品的前进路径。如果在制品需要返修,则由工人需把在制品从生产线上取下,再由专门的运载工具转运到返修工位。
工位LCD显示界面如图5所示。
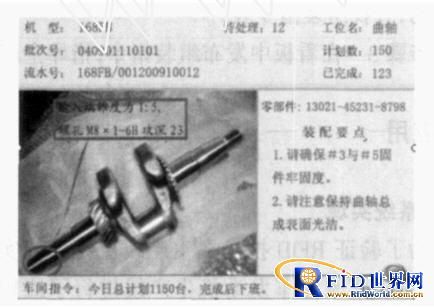
图5 工位LCD界面
2.2 示范效果
管理层实现了生产线的实时监控,显着地提供了该摩托车企业的生产效率(生产线的整体生产效率提高10%),而因配件物料管理发生混乱和操作状态混乱带采的生产过程停顿或中断次数降低弱60%.
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。