一、应用背景
本文讲述了DVP-EH2型PLC在我公司的双工位深孔钻机床上的应用。台达PLC,是台达Programmable Logic Controller的缩写,又名台达可编程、台达可编程控制器、台达可编程序控制等,是台达为工业自动化领域专门设计的、实现数字运算操作的电子装置。 台达PLC采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
如果能限制偶发性故障的发生条件,如果能使PLC在恶劣环境中不受影响或能把影响的后果限制在范围,使PLC在恶劣条件消失后自动恢复正常,这样就能提高平均故障间隔时间;如果能在PLC上增加一些诊断措施和适当的保护手段,在性故障出现时,能很快查出故障发生点,并将故障限制在局部,就能降低PLC的平均修复时间。为此,各PLC的生产厂商在硬件和软件方面采取了多种措施,使PLC除了本身具有较强的自诊断能力,能及时给出出错信息,停止运行等待修复外,还使PLC具有了很强的抗干扰能力。
机床加工的基本原理是:枪钻钻头动力头平置于机床工作台,加工件安放于竖直的滑台上的工件夹具内。滑台沿枪钻钻头旋转的垂直线上下运行。加工时,钻头高速旋转,滑台带动工件往下运行,对产品进行钻孔加工,加工尺寸到位后,滑台再往上运行,退出工件,关闭动力头。
机床采用伺服电机控制丝杆滑台上下运行定位,滑台往下运行时,对产品进行钻孔加工,加工完成后,滑台再住上运行,退出。与传统的液压油缸驱动相比较,由于利用伺服电机定位控制,可以很方便的进行加工速度设置,高地达到钻孔深度的控制。
双工位深孔钻机床是两个工位同时加工,互不干涉。一个机床操作员控制,可以同时进行两件工件的加工。是提高加工效益,减少投资的不二之举。
机床控制方案可以选用简易型数控控制系统(CNC)。CNC(数控机床)是计算机数字控制机床(Computer numerical control)的简称,是一种由程序控制的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,通过计算机将其译码,从而使机床执行规定好了的动作,通过刀具切削将毛坯料加工成半成品成品零件。
鉴于以上原因 ,实现此机床控制要求可以选用PLC进行控制。机床的定位动作并不复杂,只需要正向加工定位、反向退出定位两段位置控制指令。很多型式的PLC都带有高速脉冲输出功能,具有很方便的相对定位,定位指令。
二、控制概要
1、机床需要两轴脉冲输出,以分别控制两个工位的丝杆滑台运行。滑台的定位速度不小于6m/min。定位小于0.01mm。在电气控制设计上,一般都设计为0.001mm/P,即0.001mm每脉冲当量。 这样,方便进行运算,电子齿轮比也容易计算。机械制造上采用精密丝杆传动(双螺母滚珠丝杆),也比较容易就能达到0.01的定位。
2、 机床人机对话采用控制面板的开关按钮与触摸屏接合。工件的加工速度,加工尺寸在触摸屏上利用参数的形式进行设置。触摸屏与PLC组态后,可以对PLC的一些关键内部数据时行监控,包括实时显示工件坐标、动力头电机电流。显示加工状态、关键的PLC内部数据或一些故障码、异常信号,方便进行机床的状态分析、故障疹断。触摸屏与PLC可以很方便的实现通信。两者组态时,只要设置好两者之间的通信协议,触摸屏即可以读写PLC的D、M数据了。
3、枪钻的加工因为工件的材质不同、加工孔径的大小不一,枪钻钻头的转速也要求能够很方便的进行调节。因此,机床的动力头转速采用变频器进行调速控制。机床控制系统,可以监视变频器的相应状态,包括输出频率,输出电压,负载电流。因此,可以将PLC与变频器进行RS485通信读取读据。同时,PLC对变频器的速度、运行、停机等可以通过RS485通信进行控制,方便变频器的控制接线。
4、机床加工还须要一定的外部辅助功能。
5、机床具有手动控制和自动控制两种工作方式。手动控制主要用于机床的调试和首件产品的试制,可以分别对辅助功能进行开关,手动控制工件滑台的上下运行。自动控制为自动进行一个工件的加工周期,人工装夹好工件后,操作人员按下起动按钮,机床即进行工件的钻孔加工,钻孔完成后,即行自动退出工件,加工过程中,自动注入冷却液,开关防护门等相关辅助动作。加工完成后,自动工件松开。
三、PLC在专用机床上的控制实现
PLC可编程逻辑控制器,一种数字运算操作的电子系统,专为在工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。是工业控制的部分。
根据机床控制要求,电气控制系统以PLC为控制、以触摸屏与控制面板按钮为人机对话界面,控制机床的各项辅助功能输出、控制双轴伺服定位、变频器调速。机床总体控制框架如下图所示:

机床电气控制总框图
1、PLC 在机床上的定位控制
PLC内部并非实体上具有这些硬件,而是以内存与程式编程方式做逻辑控制编辑,并借由输出元件连接外部机械装置做实体控制。因此能大大减少控制器所需之硬件空间。实际上PLC执行阶梯图程式的运作方式是逐行的先将阶梯图程式码以扫描方式读入CPU 中并执行控制运作。
PLC的脉冲输出频率直接影响运动定位控制的速度和,是一项非常关键的技术指标。一般PLC都会带两路脉冲输出或四路脉冲输出。并且脉冲输出频率并不低,甚至比一般的CNC数控还要高,如台达的DVP-EH2系统的PLC输出达200KHz。
脉冲定位速度为:
V=Fmax×δ×60 (式1)
其中,V为速度,单位:m/min(米/分钟);Fmax为脉冲频率,单位:Hz(赫兹);δ为脉冲当量,单位:mm/P 。
台达DVP-EH2型PLC共有四路高速脉冲输出,其中两组为AB相脉冲,两点为单脉冲输出端。四路脉冲输出端口分别为:CH0(Y0,Y1),CH1(Y2,Y3),CH2(Y4),CH3(Y6),输出频率都达到200KHz。如果采用0.001mm/P脉冲当量进行控制,那么,根据式1,PLC的定位速度快为:
200000×0.001×60=12000mm/min=12m/min
现在很多的微型机,或小型机都有内置高速脉冲输出功能。可以运用脉冲定位指令实现相对定位、定位。台达PLC的相对定位指令[D]DRVI或定位指令[D]DRVA。在机床控制中,当电气做到0.001mm时,则机床的定位范围在-2147483.648mm~+214748.367mm之间。
机床在定位控制中,需要用到单步方式、连续方式、自动加工定位。单步方式主要用于调试机床时的定位,机床即进给一定量值。单步方式一般采用脉冲相对定位指令[D]DRVI,脉冲定位数量可以在触摸屏人机界面中设置。相对定位指令格式如下:
|
[D]DRVI |
S1 |
S2 |
D1 |
D2 |
S1:脉冲输出数目;(定位量)
S2:脉冲输出频率;(定位速度)
D1:脉冲输出装置;(脉冲输出通道CH0,或CH1)
D2:定位方向输出装置;(脉冲正向定位/反向定位)
其中,EH2机型的脉冲输出通道D1可以指定为Y0(CH0)或Y2(CH1);定位方向输出D2可以指定其他任何输出端点,D2根据脉冲定位数量的正值/负值自动决定为ON/OFF。当S1为负值时,D2=OFF,当S1为正值时,D2=ON。
实现程序如下所示:
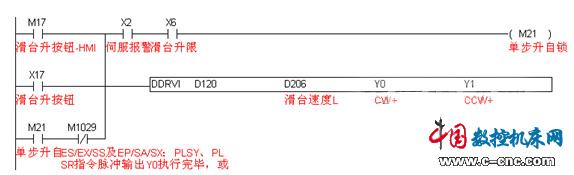
程序中,M17为触摸屏界面的触控按钮,X17为操作面板“滑台升”按钮,特殊辅助继电器M1029为CH0脉冲输出完毕标志,当按下X17(M17)时,定位脉冲输出端子即刻输出由D120指定的定位脉冲数,并因M21的自锁而持续输出,当定位脉冲数值完成时,脉冲输出完毕标志置ON,指令条件解除。
机床在自动加工时,采用定位指令[D]DRVA。使用[D]DRVA指令之前,需要先进行原点设定,也即在定位指令前,须要将现在的脉冲输出当前值做出设定,否则定位指令不能执行。原点设定可以在PLC上电的初始化中进行设置。
原点设定的实现程序如下所示:

当机床在定位时,PLC实时的读取当前的脉冲数,随时将D1336内的数值读出到D200进行保存。在机床再次起动时,再将D200内保存的数值送入到D1336中,这样,就可以在机床关机时,能保持机床的当前坐标。
定位指令实现程序如下所示:

使用定位指令时,也可以指定定位起动时的加减速,设置脉冲输出的加减速一个作用是使机床能平稳地起动停止,另外一个用处是伺服电机驱动器对输入脉冲用一个响应频宽,如果送给伺服电机驱动器的定位脉冲是突变的,有可能会造成驱动器对定位脉冲的丢失。设置脉冲输出的加减速只要设置脉冲输出通道相应的加减速时间即可。CH0的加减速时间在特殊数据寄存器D1343中设置。EH系列PLC加减速不可低于10mS。若低于10mS或高于10000mS,则将以10mS输出。如果不对D1343进行设置,PLC会以出厂默认值100mS执行。
脉冲输出加减速实现程序如下所示:

D210内数据在触摸屏界面中进行设置,从而实现以参数的形式对定位加减速进行设置。
2、变频器通信程序的设计
PLC与变频器的通信采用RS485 MODBUS通信协议进行通信。EH2系列PLC有内置的RS485通信接口。MODBUS通信协议包含三个层次:物理层,数据链路层和应用层。物理层和数据链路层采用了基于RS485的MODBUS通信协议,应用层即通过MODBUS之RTU模式对变频器的运行、停机控制和变频器参数的读写操作。
RTU帧格式如下:
|
从机地址(1type) |
MODBUS功能号(1type) |
数据列(n-type) |
CRC16(2type) |
MODBUS通信的RTU模式具有如下所列功能:
|
功能号 |
功能 |
功能说明 |
|
03 |
多地址读 |
批次读取从机连续的多个地址,字数50 |
|
16 |
多地址写 |
批次改写从机连续的多个地址,字数10 |
|
22 |
掩码写 |
对从机控制字的某一位或某几位进行改写 |
|
08 |
回路测试 |
对通讯回路进行测试,假如响应异常,返回异常报文 |
循环冗余码校验(Cyclical Redundancy Check),简称CRC校验码。CRC-16码由两个字节构成,CRC码的生成如下:
在开始时设置CRC寄存器,并给其赋值FFFF(hex);
将数据的个8-bit字符与16位CRC寄存器的低8位进行异或,并把结果存入CRC寄存器;
CRC寄存器向右移一位,MSB(位元)补零,移出并检查LSB(有效位);
如果LSB为0,重复第三步,若LSB为1,CRC寄存器与多项式码相异或;
重复第3与第4步直到8次移位全部完成。此时一个8-bit数据处理完毕;
重复第2至第5步直到所有数据全部处理完成;
终CRC寄存器的内容即为CRC值。
台达DVP系列PLC有专门的MODBUS通信指令,只要设定好指令参数,然后触发指令,PLC会自行按照通信帧格式自动发送数据,指令发送完毕后,PLC会对回传的数据自动进行检查是否出错。如果出错,则会给出相应的状态标志,相应的特列辅助继电器有所动作。
MODBUS数据读取指令格式如下:
|
MODRD |
S1 |
S2 |
n |
S1:从机地址;
S2:欲读取的数据的地址;
N:批量读取数据的长度。
MODBUS数据写入指令格式如下:
|
MODWR |
S1 |
S2 |
n |
S1:从机地址;
S2:欲写入的数据的地址;
N:批量写入数据的长度。
通信指令各特殊寄存器说明:
D1120:通信协议设置;
D1129:通信超时时间设置;
D1130:MODBUS回传错误码记录;
D1070~1085:MODBUS回传信息数据缓存器;
D1050~1055:如果MODBUS通信格式为ASCLL码,则PLC自动会将回传的D1070~D1085内的ASCLL码转换为HEX格式,将存于D1050~1055寄存器内。
M1120:COM2端口(内置RS485端口)通讯设定保持,置ON后,D1120(通信协议)变更无效;
M1123:MODWR指令执行时回传数据接收完成标志;
M1127:MODRD指令执行时回传数据接收完成标志;
M1129:通信超时标志;
M1140:数据接收错误标志;
M1141:发送地址错误标志;
M1143:为0,通信为ASCLL格式,置ON,通信为RTU格式。
M1122:触发通信指令。
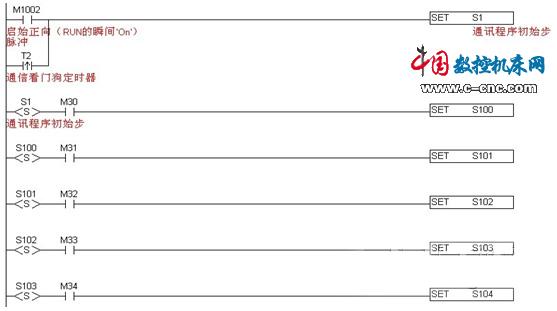
专用机床在做PLC与变频器的通信时,因为要读取变频器内部的状态信息,改写变变频器的参数。故可以采用步进指令STL。当个变频器内数据通信完成后,再与第二个数据进行通信。当第二个数据通信完成后,再与第三个数据进行通信,当一个数据通信完成后,再与个数据进行通信。通信程序节选如下所示:


程序中,D240数据由触摸屏设置RS485的通信协议。D241数据由触摸屏设置通信超时时间。程序执行时,将D240的数据送入特殊寄存器D1120,D241数据送入特殊寄存器D1129,从而设定RS485的通信协议和设置通信超时时间。
通常,我们上网的方式一般有:利用电话线的拨号﹑xDSL方式;利用有线电视线路的CABLE MODEM方式,或利用双绞线的以太网方式。现在,我们又多了一种更方便,更经济的选择:利用电线,这就是PLC! PLC的英文全称是Power Line Communication,即电力线通信。通过利用传输电流的电力线作为通信载体,使得PLC具有极大的便捷性,只要在房间任何有电源插座的地方,不用拨号,就立即可享受4.5~45Mbps的高速网络接入,来浏览网页﹑拨打电话,和观看在线电影,从而实现集数据﹑语音﹑视频,以及电力于一体的"四网合一"!另外,可将房屋内的电话﹑电视﹑音响﹑冰箱等家电利用PLC连接起来,进行集中控制,实现"智能家庭"的梦想。目前,PLC主要是作为一种接入技术,提供宽带网络"一公里"的解决方案,适用于居民小区,学校,酒店,写字楼等领域。
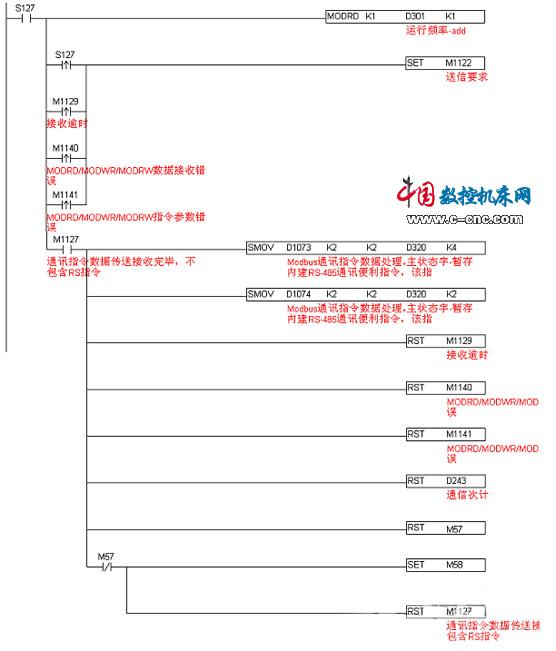
MODRD指令(数据读取)读取的信息存放在以D1070~D1085的特殊寄存器中。在使用RTU模式时,读取的目标地址内的数据只会存放于以D1073开始的低半位。程序中,如果设置D320的数值为3210H,数据在回传成功后,回传的数据会存放于D1070~D1085内,D1070~D1085数据内容如下所示:
|
寄存器 |
数据 |
说明 |
|
D1070(下) |
01H |
访问的从机地址 |
|
D1071(下) |
03H |
RTU通讯功能号。03H(多地址读) |
|
D1072(下) |
02H |
接收的数据个数 |
|
D1073(下) |
57H |
地址3210H内的数据内容 |
|
D1074(下) |
00H | |
|
D1075(下) |
86H |
CRC校验低字节 |
|
D1076(下) |
74H |
CRC校验高字节 |
|
D1077(下) |
00H |
|
|
…… |
…… |
|
|
D1085(下) |
00H |
从表中可以看出,数据内存分为高低两个半字节分别进行了存放(D1073、D1074),因此在数据处理时,须要将接收特殊寄存器的两个字节的低半字节数据送入到一个寄存器组合成一个整字节。半字节指令为SMOV。本程序中,分别用两条SMOV指令,将D1073的低半字节送入D320高半字节,将D1074的低半字节送入D320低半字节。
SMOV(移位传送)在执行时,当控制位M1168为OFF时,数据传送为BCD码,当控制位M1168为ON时,数据传送为BIN值。本通信程序为传送BIN值码。
程序执行时,若通信超时,则标志继电器M1129置ON,程序由M1129再次触发通信指令。
若通信时回传数据错误,则标志继电器M1140置ON,程序中由M1140再次触发通信指令。
若通信程序发送地址错误,则标志继电器M1141置ON,程序中由M1141再次触发通信指令。
通信程序若回传数据无误,则将接收的数据内容进行处理,然后再将M1129,M1140,M1141复位,并将接收完毕标志继电器M1123(MODWR通信接收完毕)或M1127(MODRD通信接收完毕)复位。然后再触发下一从机地址的通信指令。
3、触摸屏人机界面的程序设计
对于PLC的人机对话窗口,相对于计算机(IPC)的高成本和控制面板仪表元件的笨重复杂,触摸屏(HMI)是一个非常好的选择。通过人机界面的组态编程对PLC内存数据进行访问,可以读取改写数据寄存器内的数据,也可以对辅助继电器进行位控制,还可以对连续的位单元组合为字节进行处理。
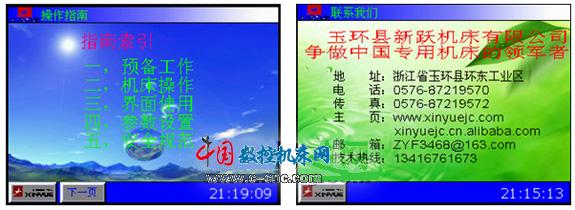
如下图所示中,可以在人机界面中对机床外部辅助功能进行控制。也可以显示PLC的内部数据,如伺服电机的脉冲量,通过RS485读取的变频器参数。
只要设置好HMI与PLC的通信协议,两者之间即可以进行通信,不需要另外编制复杂的通信程序。在组态HMI的界面程序时,只要将画面元件访问地址设定为相应的PLC内的数据寄存器或继电器,两者即建立相关联系。

如果一个屏有若干画面,可以采用弹出式菜单。选择相应的画面,进入相关画面进行操作。
利用HMI方便的组态功能,可以对机床各保护信号进行显示,如果机床有报警发生,可以在HMI界面中显示出来,并提示相应的处理方法。还可以显示历史上出现的异常情况,为机床的检修提供相关依据。使机床做到简便的操作。

另外,也可以对机床的基本操纵在HMI上做一个简略的说明,从而使机床的做到操纵界面友善。
HMI是Human Machine Interface 的缩写,“人机接口”,也叫人机界面。人机界面(又称用户界面或使用者界面)是系统和用户之间进行交互和信息交换的媒介, 它实现信息的内部形式与人类可以接受形式之间的转换。凡参与人机信息交流的领域都存在 着人机界面。人机界面产品由硬件和软件两部分组成,硬件部分包括处理器、显示单元、输入单元、通讯接口、数据存储单元等,其中处理器的性能决定了HMI 产品的性能高低,是HMI的单元。根据HMI的产品等级不同,处理器可分别选用8位、16位、32位的处理器。HMI软件一般分为两部分,即运行于 HMI硬件中的系统软件和运行于PC机Windows操作系统下的画面组态软件(如JB-HMI画面组态软件)。使用者都必须先使用HMI的画面组态软件制作“工程文件”,再通过PC机和HMI 产品的串行通讯口,把编制好的“工程文件”到HMI的处理器中运行。
四,总结
机床采用PLC作为主体控制,在实际使用过程中,性能稳定,操作使用方便简单,对于机床操作员来说直观易懂,不需要了解数控编程也可以很快的熟练机床的加工操作。因此,该方案在专用机床上的应用是比较成功的。
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。