一 概述:
工控指的是工业自动化控制,主要利用电子电气、机械、软件组合实现。即是工业控制(Factory control),或者是工厂自动化控制(Factory Automation control)。主要是指使用计算机技术,微电子技术,电气手段,使工厂的生产和制造过程更加自动化、效率化、化,并具有可控性及可视性。工控技术的出现和推广带来了第三次工业革命,使工厂的生产速度和效率提高了300%以上。20世纪80年代初,随着改革开放的春风,国外先进的工控技术进入中国大陆,比较广泛使用的工业控制产品有“PLC,变频器,触摸屏,伺服电机,工控机”等。这些产品和技术大力推广了中国的制造业自动化进程,为中国现代化的建设作出了巨大的贡献。
印刷品已经成为人类生存和发展的重要组成部分,在人们的日常生活、工作和学习中占据着越来越重要的位置。因此,印刷也越来越受到人们的关注。传统的印刷机越来越不能满足现代生产和生活高速、高效的需要。全数字化控制的印刷机越来越收到用户的青睐。
以下是诺达佳工控产品在数字化印刷机中应用:
应用方案一:
多色凹版薄膜印刷机自动控制系统

多色凹版薄膜印刷机自动控制系统的原理与功能:
该产品适用于薄膜材料的多色连续印刷,例如:玻璃纸、PET、铝箔等。控制能够实现高速传动下各个电机的高同步,并完全实现报警、切纸、换料的监控和自动化。具有结构合理、操作简便、印刷速度快、套印高等特点,严谨的设计和安装,保证了设备极高的可靠性及稳定性。
特点:
采用诺达佳工控工业计算机(TOP-M845B)采集控制整台机器的运作,能够实现复杂灵活的控制能力,大大提高整机的运行速度,同时保持精密的同步,运行参数可以自由调整,运行中的测试数据可以保存进行分析和统计。TOP-M845B工业电脑在印刷板机床控制系统的应用印刷品已经成为人类生存和发展的重要组成部分,在人们的日常生活、工作和学习中占据着越来越重要的位置。
实现自动报警、高速传动下切料和不停机情况下换料,大大提高产品的质量和产量。
采用工业液晶触摸屏(诺达佳PPC-1040)控制,整机美观大方,控制方便。
应用方案二:
双色印刷机控制系统
印刷机是一个较高的机械,印刷品的好坏一方面取决于机械加工以及安装,另一方面取决于水路,墨路的平衡以及合压的准确性。为使印刷出来的产品性能稳定,采用了以TOP-M845B加PLC为主控器的控制方案。
二 系统结构
由于双色印刷机的输入,输出点较多,因此采用了双机通讯。上位机采用诺达佳工控的产品TOP-M845B,主要负责主传动的控制,各机组离合压的控制,以及气泵,气阀的控制等。下位机采用PLC,主要负责水辊电机的控制,主传动的调速输出,调版电机数据采集等。同时选用了一台TOP-PPC1040,主要负责水辊电机速度显示,调版显示,以及整机故障显示等。
1 系统结构如图1所示:
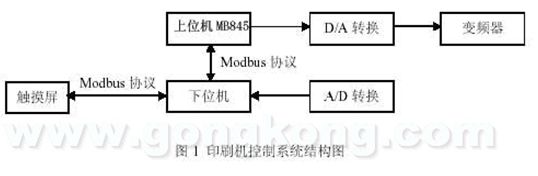
其中,上位机与下位机采用了RS485通讯,通讯协议采用Modbus协议。在设计中,每个机组既要考虑到安全控制,包括本位机组的急停,安全按钮;还要考虑方便操作,包括每个机组均应有正点,反点按钮。这样就造成一方面输入点增加很多;另一方面,走线也很不方便。因此,采用双机通讯,可以很好地解决此问题。双色机的每一色组,都有水路和墨路装置。为了便于水辊速度的调节,每根水辊都用一个变频器控制,同时,主电机速度也需要变频器调节。
2 给纸设计
印刷机整体的电气设计对时间的要求严格,在机器的很多地方装有接近开关,用来检测不同的时间点。在印刷过程中,走纸的好坏是影响机器质量的一个重要环节。给纸过程的流程,如图2所示:

按照上述流程编制的程序,在速度增高至7000r/h 后,会出现歪张锁不住现象,主要是因为光头反应时间和磁铁动作时间滞后造成。为了让电磁铁输出提前,采用中断编程指令的输入输出刷新指令,使电磁铁输出立即执行,提前了电磁铁动作时间,即使在12000r/h 的速度下,也能很好的锁住有故障的纸张。
3 离合压设计
离合压的准确性,对印品质量的好坏有着直接的影响。合压过早,会弄脏压印辊筒,给操作带来很多不便;离压过早,会使一张纸印不上完整的图案,造成纸张浪费。印刷时,版辊筒与胶皮辊筒先合压,胶皮辊筒与压印辊筒后合压。由于印刷速度是多段速,在3000~12000r/h之间,根据用户需要可选择不同的速度。采用诺达佳工控TOP-M845B的控制方案,系统运行可靠,维护方便,操作简便直观,大大提高了胶印机的档次,受到用户好评。
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。