1 系统组成与工作原理
1.1 系统组成
系统由5部分组成:变送器、PLC主机、模拟量输入输出模块、触摸屏、可控硅整流部分等组成,系统控制结构如图1所示。在控制部分,选用SIEMENS 的S7-200 PLC 对采样信号进行快速、可靠的处理,编程软件为STEP 7-MicroWIN 32 V3.2;选用SIEMENS 的TP270B触摸式人机界面(HMI)对实时温度值和各种故障信息进行显示、记录,组态软件为SIMATIC Pro-Tool V6.0。HMI 和PLC 之间采用MPI( 多点)通讯方式,通过对HMI 画面上所设元件属性和与PLC 的数据交换地址的定义,实现HMI 上相关元件对应的暂存器对PLC 存储单元的读写。

图1 系统控制结构
1.2 工作原理
可控硅整流输出直流电压,0~45V连续可调;输出直流电流,0~1600A连续可调。由传感器对主路硅元件的温度进行采样,所测温度信号经放大和A/ D 转换后送PLC,利用软件进行数据处理,处理后的数据送HMI进行实时显示。在HMI 上设置超温报警及超温跳闸温度限定值。当主路硅元件温度过高,超过限定值时,PLC 将输出超温报警信号和超温跳闸信号,并在HMI 上显示出具体信息。同时对励磁线圈的电流和电压进行的PI控制,可在HMI上设定PI算法的参数值。该系统中的数据采集处理、风机运行和故障报警由PLC 和HMI 通过编制相应的软件来完成。
2 系统的软件设计
SIMATIC ProTool 是西门子公司推出的HMI组态软件,该软件由2 部分组成: ProToolCS(组态系统)和用于过程可视化的ProTool RT(运行系统)。该软件具有报警记录、报表打印、趋势曲线等多种功能,并支持除Siemens之外的第三方制造商的通讯协议。本系统在其基础上进行了画面设计、通讯组态、报警设置、安全保护设计等一系列应用开发。
2.1 触摸屏画面设计
触摸屏画面设计不仅要求能实现所有的控制功能(输入及显示参数、存储纪录、报警等),而且要简单明了,易于操作人员正确的执行操作。考虑系统所需监控的过程变量和实际功能,共组态了5 组画面,下面介绍几个基本画面。
⑴主画面
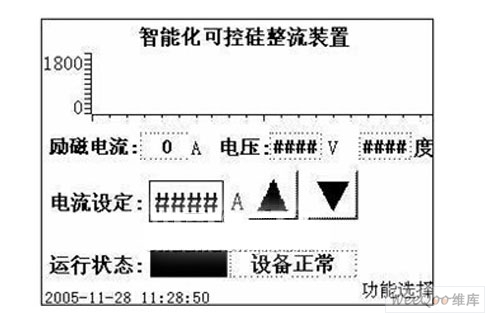
设计的监控主画面的上部是励磁电流实时显示曲线,其下是两个实时显示励磁电流、电压数值的显示框。还有电流数值设定的输入框,当手按在这个位置时,可弹出数字选项框,方便对电流设定值的输入。该框的右边有两个微调健,每按动一下,可以进行加1或减1的操作。在主控界面的下部是设备运行状态显示框,该位置可实时显示系统的状态(系统的开、关、有无故障等信息)。监控主画面的右下角是功能选择弹出菜单,主要由工作状态栏、参数设定栏、报警记录栏等组成。如图2 所示。
(2)温度、电流、电压实时显示
显示时,触摸屏在每个时间单位(时钟脉冲)内只从PLC 读取一个数字值,并添加至操作单元上显示所对应的物理量值。该程序中组态3 组实时数据,每组显示硅主元件的温度、励磁电流及电压3 个模拟量。
⑶参数设定
在本画面中,操作员可以对风机的自动启/ 停温度,硅主元件超温报警温度和超温跳闸温度以及过流值、过压值进行设定,调整。具有权限的操作员还可对PID算法中的参数()进行设定,这样可以很方便的对系统进行在线的参数整定.
⑷故障记录
每当有报警信号产生,都会在触摸屏界面上弹出报警消息窗口,同时报警灯闪烁。将报警消息进行归档,再创建一画面组态消息视图,就可保存并显示系统运行以来的所有报警消息。提示报警号,报警产生的日期、时间,报警产生的原因,以及是否确认等信息。
2.2 安全保护设计
ProTool 允许用户使用口令来阻止其他未授权人员使用控件,从而增加系统的安全性。ProTool 提供的口令级别从0 到9。口令级0 不需输入口令;口令级1至8,根据功能的重要性进行分配;口令级9 仅授权于系统管理员。针对安全管理和操作的需要,该系统中定义了系统管理员级即9 级和操作员1 级两级口令。对PID参数设定需使用系统管理员级口令,其他操作,如温度报警极限、开机软启动时间等,也要先输入口令进行登陆。输入口令,触摸“ 登陆”按钮,再触摸其他功能按钮,便可进入等于或低于该口令级别的子画面。子画面操作完毕返回主画面后,触摸“退出”按钮,则口令失效,再次进入子画面需重新输入口令。若没有触摸“ 退出”按钮,系统将在1min 后自动撤销口令。
图2: 监控主画面
2.3 人机界面与PLC 之间的通讯
西门子人机界面与PLC之间的通讯方式有3 种: PPI(点到点)通讯方式,MPI(多点)通讯方式和PROFIBUS-DP 通讯方式。
该系统中采用MPI(多点)通讯方式。由于MPI 接口是RS485 结构,PLC 与人机界面之间通过RS485 线相连,其传输速率为187.5k 波特率。一个MPI 网可以有多个网络节点,其地址是在S7-200 硬件组态中设置的。该系统中人机界面的MPI 地址为“1”;CPU 的MPI 地址为“2”。人机界面与过程之间通过PLC 利用变量进行通讯。通常在PLC 和操作单元之间交换的数据为过程数据。为此在组态中创建指向PLC 上某个地址的变量。触摸屏从指定的地址中读取该数值并显示它。同样的,操作员可以在触摸屏上输入将被写入PLC 上某个地址的数据。
3 结束语
1600A/45V智能化可控硅整流装置中将PLC 和触摸显示屏结合在一起,并采用PLC 和触摸屏的相应软件对各采样值进行控制、处理,在温度、电流、电压的实时显示、数据记录、报警等方面具有很大的优越性。操作人员不仅能方便的观察和掌握该装置的实时运行温度,还可根据报警消息,快速的排除故障;借助历史记录,管理人员还可对重要数据进行分析、查询,可大大提高运行管理水平。目前该装置已在赣州市金环磁选设备有限公司得到应用。
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。