1 引言
CAN总线是现场总线的一种,初用于汽车内部检测部件与执行部件之间的数据通讯,有极强的抗恶劣环境和抗干扰能力。由于本身的特点,其应用范围已经由交通运输扩展到过程控制、数控机床、机器人、智能建筑、医疗器械等领域,被公认是几种有前途的现场总线之一。
与多数现场总线(如Profibus、CC-Link等)的物理层采用RS485主从协议不一样,CAN的介质访问采用载波侦听多路访问(CSMA)技术,从而允许多主工作方式。并且,由于采用非破坏性总线仲裁技术,大大节省了总线冲突仲裁时间。与多数现场总线不一样,CAN总线只有物理层和数据链路层,应用层留给用户开发,使用户拥有了相当的灵活性。这些优点令人注目,以致于一些颇有名气的现场总线(如DeviceNet、CANopen等)的底层就使用CAN。很多处理器制造商将CAN总线协议集成到他们的CPU芯片上,如51系列单片机、196系列单片机、运动控制专用数字信号处理器DSP等;很多变频器制造商将CAN通讯卡作为选件提供给用户或者干脆集成在变频器中,如Lenze93系列变频器、Siments6SE系列变频器、三菱FR-A500系列变频器等;很多可编程控制器制造商给用户提供CAN通讯卡选件或者提供CAN总线接口,如贝加来(BR)2000系列可编程控制器、西门子S5系列可编程控制器等。CAN总线简单易学、容易开发、有众多的厂商支持,适合中国的国情。
印染前处理设备,如退煮漂联合机、布夹丝光机、直辊丝光机、皂洗机等,机台长,采用多电机分部传动,要求恒张力同步调速。目前,流行的技术是用PLC控制多台变频器,用松紧架或者张力传感器实现多机台同步。印染后处理设备(如热风拉幅机、热定型机等)、造纸生产线、湿法毡生产线也采用了类似的技术。这里变频器使用的很多,变频器与可编程控制器之间的连接线也很多,频率给定、各种监控信息(如电压、电流、速度、转矩等)采用模拟量,模拟量容易受干扰。如果引入现场总线技术,众多变频器与可编程控制器之间的连接线大为减少(实际上减为两根),模拟频率给定变为数字频率给定,各种监控信息、操作信息可以在现场总线上传递,以上的缺憾得以解决。
2 基于CAN总线的PCC退煮漂联合机控制方案
控制部分的是一台贝加来可编程计算机控制器(Programmable Computer Controller 简称PCC)BR2005,它通过422总线与触摸屏监控站(Provit2200)相连,在此操作者输入指令并监控整机的运行状态。PCC通过CAN总线与29台西门子变频器相连,用CAN总线传送频率给定命令、起停变频器、监视变频器的运行状态。29台变频电机间的同步由松紧架完成,图中没有画出。PCC还完成整台设备的逻辑控制以及温度、压力、流量、液位、PH值和配方的闭环控制。详见图1。由于使用了现场总线技术,使得变频器的现场连接线大为减少,实际为两根线用菊花链方式将PCC与29台变频器串接起来。贝加来可编程计算机控制器,是集计算机技术、通讯技术、自动控制技术为一体的新型工业控制装置。可编程控制技术从60年代诞生以来,经历了可编程逻辑控制器(Programmble Logic Controller),简称PLC,可编程控制器(Programmble Controller),简称PC,到今日的PCC,已是第三代产品。新一代的PCC已经能胜任大型的集散控制和复杂的过程控制。其良好的兼容性、丰富的功能函数、品种多样的硬件模块、编程语言的使用、模块化的编程方式,使PCC已能满足各种工业控制的需要。该PCC的编程平台采用BR提供的Automation Studio软件,Windows界面,使用方便。它具有RS232、RS485、RS422、和CAN、Profibus现场总线接口,可以方便的构成控制系统计算机网络。监控站(Provit2200)是一台486工控机,配有CAN、RS485、RS422、RS232接口和5.7英寸彩色液晶触摸屏和16键,通过RS422与PCC交换信息。该PCC除了配有CPU和CAN通讯模块外,还装配了5块数字量输入(5*16点)模块、3块数字量输出(3*16点)模块、2块模拟量输入(2*8点)模块和2块模拟量输出模块。逻辑控制部分采用梯形图编程,CAN通讯部分和闭环控制部分采用Basic语言编程,也可以选用C语言编程。全部程序由三人分头完成,放在同一个项目下面。相互的关联借助全局变量完成。
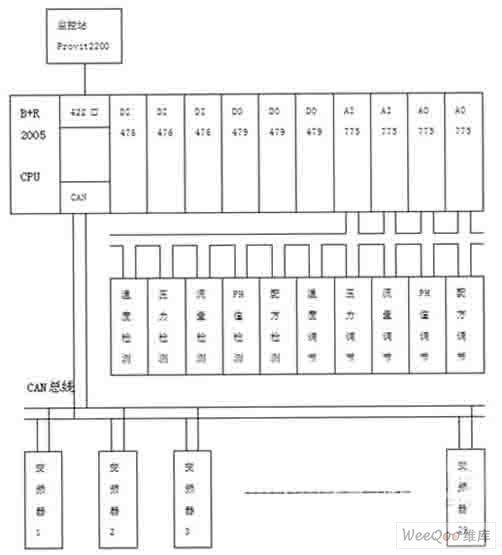
图1 退煮漂联合机控制简图
3 基于CAN总线的PLC湿法毡生产线卷绕部分控制方案
控制部分的是一台西门子S5-95U可编程控制器PLC和三台Lenze93系列交流伺服控制器9326。PLC通过CAN总线与三台交流伺服控制器9326交换信息,实现变张力卷绕控制,如图2所示。S5-95U除了配有CAN通讯模块外还有64点数字量输入输出。

图2 湿法毡生产线卷绕部分工作原理图
这里总共使用了三台LENZE-9300系列伺服控制器(9326),驱动三台带有旋转变压器(R)的变频专用异步电动机(M)。其中,拖辊伺服控制器9326(1)工作在速度模式,它的速度给定(1/2端)来自生产线主控PLC的模拟量输出,辅助速度给定(3/4端)来自于松紧架信号,以此和生产线保持同步;卷轴1和卷轴2伺服控制器(2/3)工作在转矩模式,具有内部卷径计算功能,能对通过CAN总线由PLC发送来的张力给定信息和由张力传感器发送来的实际张力信息进行闭环控制。无须对卷轴1和卷轴2实行专门的速度控制,它们能够自动的将其线速度浮动到需要的数值。卷径计算所需要的线速度信息由拖辊伺服控制器通过专门的速度级联接口X9-X10送来,卷径计算所需要的转速信息由旋转变压器测定。卷轴1和卷轴2交替工作,实现连续的卷绕,由LENZE-8215变频器驱动的换轴电机完成换轴功能(图中没有画出)。CAN总线还将伺服控制器(2/3)计算出的卷径信息发送到PLC,由PLC据此完成张力给定的计算,然后通过 CAN总线送回伺服控制器(2/3)。卷绕部分对卷轴的要求是内紧外松,这就要求初始张力大,随着卷径的变大,张力按照某种规律逐渐变小。该应用系统能完全满足这些要求,实际运行证明上述卷绕系统运行可靠,卷径由86毫米到1200毫米卷绕密实整齐,卷绕速度可达80米/分。
4 基于CAN总线的工控机平网印花机刮印部分控制方案
图3示出了一个对BUSH-5V平网印花机刮印部分控制的改造方案。原方案在中央控制器和刮印单元之间使用RS-232串行通讯,速度慢,可靠性差。因而一些关键性的操作仍然沿用传统的方法,直接连线。BUSH-7V改用RS-485串行通讯,可靠性有了提高。在我们的方案中,使用CAN总线实现中央控制IPC与各刮印单元变频器之间的串行通讯,广播起停命令、监控各刮印单元的工作状况;各刮印单元之间也可以相互通讯,复制设定信息,简化刮印单元参数的重复设定。鉴于CAN的可靠性很高,所有的控制和状态信号都通过总线发送,简化了布线,提高了实时性。
这里,刮印单元共有18套,使用我们自己开发的基于DSP的专用变频控制器。运动控制专用TMS320LF2407 DSP芯片中集成有CAN控制器,不用增加任何硬件,专用变频器便有了CAN通讯功能。中央控制单元IPC中配有CAN通讯卡。
有关CAN总线的讨论文章已经很多,用的比较多的独立CAN芯片是SJA1000,带有CAN控制器的8位单片机有P8xC591等,但是TMS320LF2407中集成的CAN控制器很有特点。它有六个邮箱,其中有两个发送邮箱、两个接收邮箱、两个发送/接收可选邮箱;每个发送邮箱有独立的发送标识码,每个接收邮箱有独立的接收验收码,每两个接收邮箱公用一个接收屏蔽码。这种多邮箱安排比SJA1000的相当于只有两个邮箱(一个接收邮箱/一个发送邮箱)来说,极大的方便了用户构造更复杂的网络,实现更为灵活的通讯。也简化了通讯协议的编写。
ISO 11898 CAN通讯协议只有两层:物理层和数据链路层,必不可少的应用层协议留给二次开发者选择或者设计。可以选用的较为通用的应用层协议主要有:CANopen、DeviceNet和SDS,其中CANopen在欧洲较为流行,而DeviceNet、SDS则在美国比较普遍。考虑到我们所开发的平网印花机刮印单元变频器是专用的,因而没有采用通用的应用层协议,而是量身定做了我们专用的应用层协议。物理层协议负责物理信号的传输、译码、位时序、位同步等功能;数据链路层协议负责总线仲裁、信息分帧、数据确认、错误检测、流量控制等功能;应用层协议主要负责标识符的分配,其次是网络启动或者监控节点的处理等。由于CAN协议没有规定信息标识符的分配,因而可以根据不同的应用使用不同的方法。所以,在设计一个基于CAN的通讯系统时,确定CAN标识符的分配非常重要,是应用层协议的主要内容。

图3 平网印花机CAN总线控制网络
5 结论
从以上的分析论述中,可以得出以下简单的结论:CAN总线以其特点,与PLC和IPC相结合,已经在印染类设备(包括造纸类设备)的控制中占有了重要的位置。考虑到CAN的开发比较容易,应用层协议留下了二次开发的余地,对于没有自己的现场总线标准的中国来说,CAN给了我们机会。
[1]. RS485 datasheet https://www.dzsc.com/datasheet/RS485_585289.html.
[2]. PLC datasheet https://www.dzsc.com/datasheet/PLC_1248813.html.
[3]. PCC datasheet https://www.dzsc.com/datasheet/PCC_1201626.html.
[4]. RS232 datasheet https://www.dzsc.com/datasheet/RS232_585128.html.
[5]. RS-232 datasheet https://www.dzsc.com/datasheet/RS-232_584855.html.
[6]. RS-485 datasheet https://www.dzsc.com/datasheet/RS-485_584821.html.
[7]. SJA1000 datasheet https://www.dzsc.com/datasheet/SJA1000_609075.html.
[8]. P8xC591 datasheet https://www.dzsc.com/datasheet/P8xC591_539088.html.
[9]. TMS320LF2407 datasheet https://www.dzsc.com/datasheet/TMS320LF2407_309787.html.
免责声明: 凡注明来源本网的所有作品,均为本网合法拥有版权或有权使用的作品,欢迎转载,注明出处。非本网作品均来自互联网,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。