

供应安一步距规北京长春总代理
地区:北京 北京市
认证:
无
图文详情
产品属性
相关推荐
桂林安一步距规产品是北京卓尔力欣公司专业代理产品之一,北京卓尔力欣公司对于所有销售出去的产品提供安装、调试、培训及其他服务工作。
产品介绍;
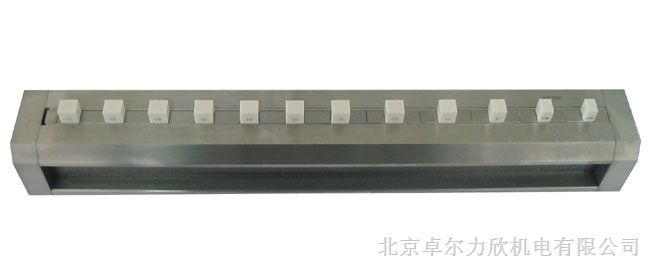
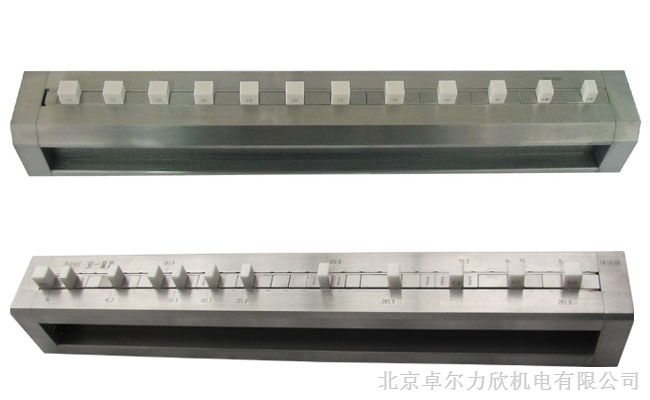
步距规英文名为Step gauge 或 Check master。步距规使用标准量块按照一定的方式排列固定于基体上,由各量块工作面组合提供一系列的同向和异向标准尺寸。
通常见的长度实物标准器是量块,但是一块量块只能复现一个标准值,要对机床导轨、坐标测量机、高度仪等进行直线连续定位精度的检测,使用量块就得不断更换不同尺寸的量块,这非常麻烦、效率低下。特别是当被测对象误差非线性变化时,要很细密地校准出各点误差予以修正,使用量块进行测量会很困难。而步距规在一个实物标准件里提供有一系列的长度尺寸,且提供有同向和异向尺寸,可以进行长度检测校准,方便快捷且精确可靠。





安一步距规公司已有五年步距规生产经验,经中国计量科学研究院校准,编号FE31001规格1000mm步距规工作尺寸最大误差仅为0.6μm,平行度0.4μm,且编号为AY001规格600mm步距规连续两年检测结果显示其稳定性不大于0.1μm,安一步距规已达到世界一流水平。
安一步距规技术支持步距规参数详细说明;
安一步距规相关术语
工作面
步距规量块露出的工作面部分。
零点工作面
步距规上作为示值零点的工作面,通常被标记为0。
工作尺寸
步距规上各工作面中心与零点工作面中心的距离。
平行度
步距规上各工作平面对零点工作面的平行度。如图2所示,在平面上偏离中心点2mm的4个点对步距规进行测量,示值相对于零点工作面的距离变化量的最大值是该工作面的平行度。
参数内容
1级 0级 00级
工作尺寸 工作尺寸 平行度 工作尺寸 平行度 工作尺寸 平行度
mm 极限误差μm μm 极限误差μm μm 极限误差μm μm
0<工作尺寸≤300 ±1.2 1.0 ±0.8 0.8 - -
300<工作尺寸≤600 ±1.8 1.5 ±1.0 1.0 - -
600<工作尺寸≤1000 ±2.5 1.5 ±1.5 1.0 ±1.0 1.0
1000<工作尺寸≤1500 ±4.0 2.0 ±2.5 1.5 ±1.5 1.5
工作尺寸
上述表格里的工作尺寸,例如(300<工作尺寸≤600)是指一台步距规其大于300mm而又小于等于600mm范围内的工作尺寸,其参数应满足相应要求,同时其(0<工作尺寸≤300)范围内的工作尺寸极限误差也应满足当段范围的相应要求。如一台00级600mm规格步距规,其小于等于300mm范围的工作尺寸极限误差为±1.2μm,而其大于300mm以上范围内的工作尺寸极限误差为±1.8μm。其余依次类推。
平行度
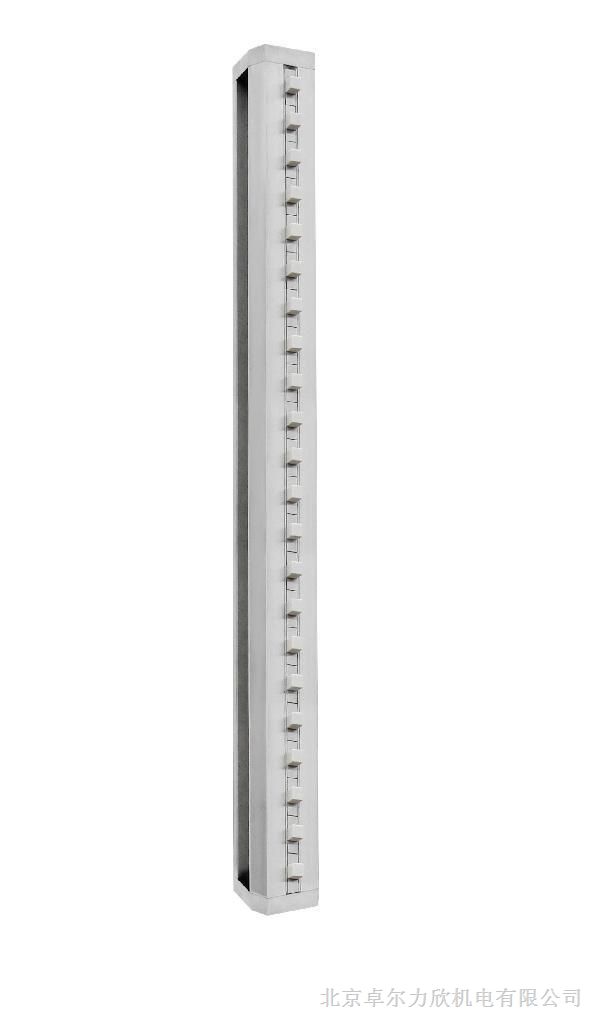
安一步距规可水平放置使用,也可垂直竖立使用。除了按定义要求的平行度外,安一步距规还有个垂直使用时的平行度要求:与步距规端座接触的理想平面和各工作面的平行度要求,也应符合相应平行度要求。简单理解就是,步距规垂直放置于平板上时,各工作面与平板的平行度也应满足相应的平行要求(当然平板平面度不能太差)。当使用步距规校准高度仪时对该项参数要求比较高。
对于平行度客户会很容易产生个疑问:比较量块而言,为何该项参数允许误差那么大。其实步距规使用和量块使用不一样,量块使用的很多场合需要进行研合,有时研合后使用研合体延伸出量面的部分,对于量块的变动量要求严格;而步距规工作时只使用中心位置部分,无论哪种被检导轨,重复定位测头至步距规工作面中心的误差都是很小的。
只要符合上述平行度要求,使用中就不会由此引入额外更多的误差。
特别说明,本公司步距规分级与量块分级并不是等同的。
1、注意事项
步距规是精密量具,因此须避免其异常受力,如用手抓量块提拉步距规;使用物件敲击步距规量块;让量块异常受力;使步距规从高处掉落;强大外力弯曲步距规基体等等。
安一步距规工作量块有陶瓷与钢制两种,使用钢制量块时因注意防锈。另外工作量块之间的钢制垫块部分也需要防锈,在恶劣环境下使用步距规,基体部分也应有防锈措施。
2、使用前的准备
将步距规从包装箱里取出,(留意上述注意事项)使用洁净脱脂棉蘸航空汽油(120#)清洁步距规量块工作面及基座表面(不可使用溶解性清洁剂)。
3、使用步距规检测X轴或Y轴定位精度时,应调整步距规基体与被检导轨方向平行(斜度100:0.01);使用步距规检测Z轴精度时,应将步距规基体零位端面朝下竖立放置步距规于支撑台面上,如果支撑台面与Z轴垂直度太差,应设法将其校正。固定步距规时需注意,如果进行夹持应将夹持点选择在步距规艾利点(Airy points)支撑位置,避免将步距规夹持弯曲变形。
固定一测微表于被检设备合适位置上。该测微表可以是杠杆千分表或者旁向式测微头,应依据检测的期望精度来具体选择,但是重复性要求尽可能好。坐标测量机、高度仪等使用本身测头,不需另外使用测微表。当使用磁力表座等支架固定测微表时,应保证磁力表座的刚性和稳定性。
加工中心及其它类似机床应将测微表固定于主轴头架上。
检测车床时,测微表应固定在刀架位置。
其余依次类推。
4、等温
校调好步距规和测微表位置后,应进行等温。等温时间依据步距规与被检设备的不同温差以及环境温度控制情况需求不一,应具体情况具体分析。要求的检测精度越高,等温时间应该越长。一般情况下,4-8小时基本可以,如要进行高精密检测应等温12-24小时以上。如果步距规与被检设备的温差本身不大,则等温时间不需太长。
5、设备预热
经过等温后,正式检测前应该让被检设备充分预运行,此时设备的温度、精度等参数更准确反映设备的真实工作状态,而步距规也更接近被检/被加工工件状态。
三、进行检测
1、将被检设备导轨移动回零位处,此时测微表测头应与步距规零位工作面中心接触并预压,将被检导轨计数器(即被检导轨自身的读数值)和测微表读数置零。
2、沿着与被检导轨垂直的方向移动测头直至出量块工作面外。
3、沿着与被检导轨平行的方向移动测微表到下一个受检点前。
4、反方向重复步骤2,位移量应当相等(即移动测微表测头至当前步距规工作面中心点)。
5、微调被检设备。此时有两种方法可选,一是微调被检设备至导轨显示数值为标称值,此时导轨与步距规比较的差值从测微表读出;二是微调至测微表读数为零,此时导轨与步距规比较的差值由导轨计数器读出。建议当测微表的重复性、分辨力以及精度比被检设备高时选用方法一,这样可以得到更精确的测量结果。同一次测量只能用同一种方法,不应混用。
检测部分有一点需要特别指出,步距规有同向和异向工作面,一般情况下使用与导轨移动方向同向的工作面,如果一个方向上的测量同向与异向工作面都使用的话,导轨的换向误差以及测微表的换向误差将会引入测量结果里面,除非该部分误差很小或者原本目的就需要测量该部分误差。
四、数据处理
检测得到的数据加上步距规相应点的误差即是导轨在该点处的误差,处理数据时应注意符号的正负。对于高精密测量来说,热膨胀系数、温度偏离标准温度、步距规本身的误差等等都应在数据处理时予以考虑。数据处理完毕,即可依据所得的结果对被检导轨定位精度进行修正。
我公司是安一步距规产品在北方正规代理机构,客户如有产品方面的需求,请联系我公司。
转载;www.zallses.com
FE31001
安一









