
供应松下铝焊机
地区:上海 上海市
认证:
无
图文详情
产品属性
相关推荐
本公司*唐山松下焊机,松下气保焊机,松下氩弧焊机,松下直流氩弧焊机,松下交直流氩弧焊机,松下二保焊机,松下二氧化 碳焊机,唐山松下焊机,松下手工焊机,松下交流弧焊机,松下等离子切割机,松下气保焊*,松下氩弧焊*,松下等离子切,松下焊机配件*,松下焊机上海总公司欢迎新老客户前来洽谈业务。

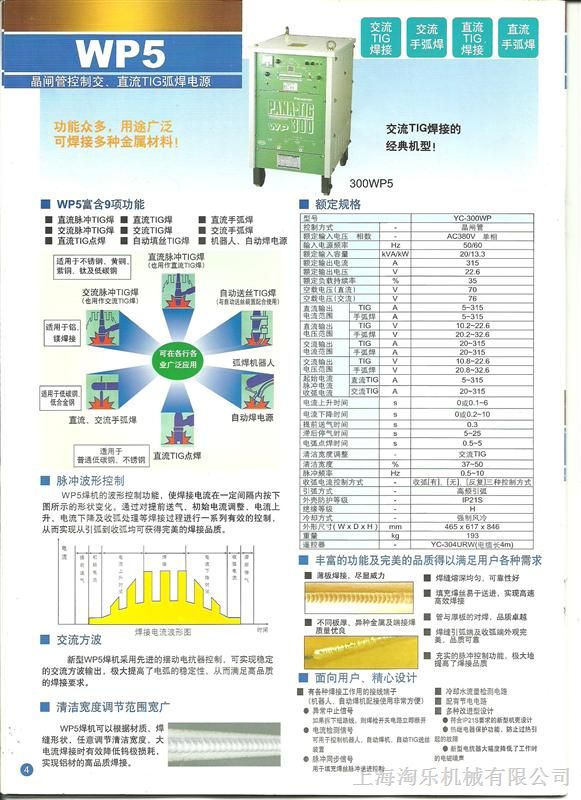
产品名称: 晶闸管控制交、直流TIG弧焊电源
产品型号: YC-300WP
可焊材料: 铝、镁、不锈钢、铜、钛、低碳钢
简要说明:功能众多,用途广泛,可焊接多种金属材料!
产品特点
直流脉冲TIG焊(也可用直流TIG焊)
交流脉冲TIG焊(也可用交流TIG焊)
直流手工焊/交流手工焊
*的摆动电*器控制,可实现稳定交流方波输出,*降低了工作时的电流噪声
可根据材质、焊缝形状连续性任意调节清洁宽度,实现铝、镁的*焊接
根据焊接实际需要的多种便利机能和*保护机能
WP*9项功能
1、直流脉冲TIG焊。2、直流TIG焊。3、交流手弧焊。4、交流脉冲TIG焊。5、交流TIG焊。6、交流手弧焊。7、直流TIG点焊。8、自动填丝TIG焊。9、机器人,自动焊电源。
脉冲波形控制
WP焊机的波形控制功能,使焊接电流在*间隔内有不同的状态变化。通过对提前送气、初始电流调整、电流上升、电流下降及收弧处理等焊接过程进行一系列*的控制,从而实现从引弧到收弧均可获得*的焊接品质。
交流方波
新型WP焊机采用*的摆动电*器控制,可实现稳定的交流方波输出,*大*了电弧的稳定性,从而满足*的焊接要求。
清洁宽度调节范围宽广
WP焊机可以根据材质、焊缝形状,任意调节清洁宽度,大电流焊接时*降到钨*损耗,实现铝材的*焊接。
丰富的功能及*的品质得以满足用户各种需求
薄板焊接,尽显威力,不同板厚、异种金属及端接焊质量优良,焊缝熔深均匀,*性好
填充焊丝易于送进,实现**焊接管与厚板的对焊,品质卓越,焊缝引弧端及收弧端外观*,品质*,充实的脉冲控制功能,*大的*了焊接品质
面向用户、精心设计
有各种焊接工作用的接线端子,异常终止信号,如果拆下短路线,则焊*开关电路立刻断开,电流检测信号,可用于控制机器人,自动焊接。自动TIG送丝装置,脉冲同步信号,用于填充焊丝脉冲送进控制,冷却水流量检测电路,配有节电电路,多种改进型设计,*合IP21S要求的新型机壳设计,热继电器保护功能,*过热引起的故障,新型电**幅度降低了工作时的电磁噪音。
|
型号 |
YC-300WP |
||
|
控制方式 |
|
晶闸管 |
|
|
额定输入电压 相数 |
|
AC380V 3相 |
|
|
输入电源频率 |
Hz |
50/60 |
|
|
额定输入容量 |
kVA/kW |
20/13.3 |
|
|
额定输出电流 |
A |
315 |
|
|
额定输出电压 |
V |
22.6 |
|
|
额定负载持续率 |
% |
35 |
|
|
空载电压(直流) |
V |
70 |
|
|
空载电压(交流) |
V |
76 |
|
|
直流输出电流范围 |
TIG |
A |
5-315 |
|
手弧焊 |
A |
5-315 |
|
|
直流输出电压范围 |
TIG |
V |
10.2-22.6 |
|
收弧焊 |
V |
20.2-32.6 |
|
|
交流输出电流范围 |
TIG |
A |
20-315 |
|
收弧焊 |
A |
20-315 |
|
|
交流输出电压范围 |
TIG |
V |
10.8-22.6 |
|
收弧焊 |
V |
20.8-32.6 |
|
|
起始电流脉冲电流收弧电流 |
直流TIG |
A |
5-315 |
|
交流TIG |
A |
20-315 |
|
|
电流上升时间 |
S |
0或0.1-6 |
|
|
电流下降时间 |
S |
0或0.2-10 |
|
|
提前送气时间 |
S |
0.3 |
|
|
滞后停气时间 |
S |
5-25 |
|
|
电弧点焊时间 |
S |
0.5-5 |
|
|
清洁宽度调整 |
- |
交流TIG |
|
|
脉冲频率 |
HZ |
0.5-10 |
|
|
脉冲宽度 |
% |
37-50 |
|
|
收弧电流控制方式 |
- |
收弧【有】、【无】、【反复】三种控制方式 |
|
|
引弧方式 |
- |
高频引弧 |
|
|
外壳*护等级 |
- |
IP21S |
|
|
*缘等级 |
- |
H |
|
|
冷却方式 |
- |
强制风冷 |
|
|
外形尺寸(W×D×H) |
mm |
380*530*730 |
|
|
重量 |
kg |
74 |
|
|
遥控器 |
- |
YC-304URW(电缆长4m) |
|
YC-300WP
松下









