


供应*氏天茂I*测试治具
地区:广东 深圳
认证:
无
图文详情
产品属性
相关推荐
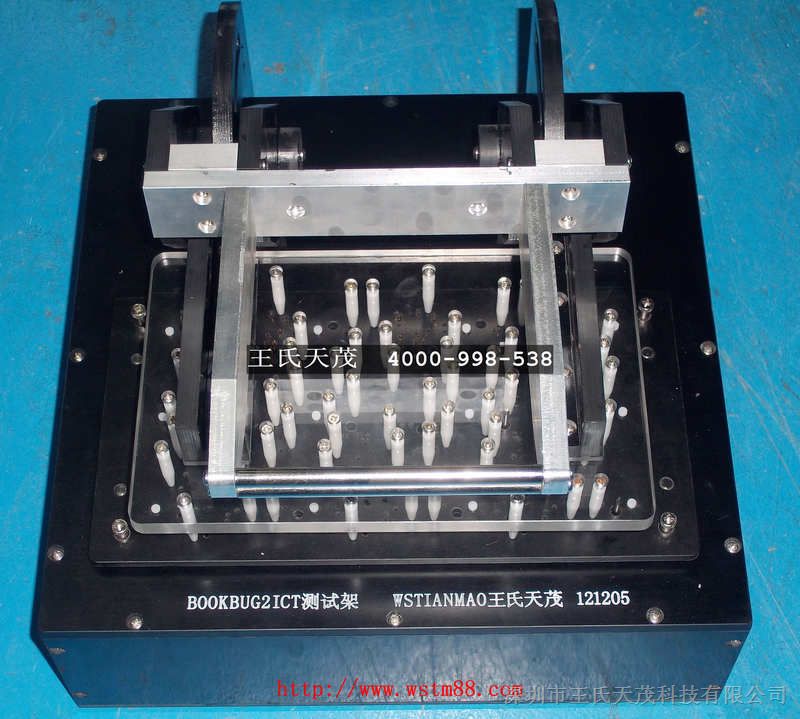
*测试针床制作流程介绍
一. 到收到客户的文件*先是分析报价;
二. 收到做单通知一般才开始做治具;在这时候一般离交货时间就比较紧,所以结构跟钻孔文件是同步进行,也就是说钻孔文件与保护板文件没时间流到结构。结构人员先拿PCB文件做好结构给CNC编程,正常情况下,分析人员先出来钻孔文件,给CNC钻孔。随后给点图,CNC人员就根据结构文件及钻孔文件钻*先钻出上下针板,要铣针板的治具则钻完孔就把针板铣出来组装,接着就把点图钻好孔,这样就可以插装针套并绕线。分析人员*后才给保板图给CNC编程人员,CNC*后做保护板。
三. 结构、分析的文件都以PCB板的定位孔对位统一位置。
四. 钻孔文件的一些常规表示:
1. T1表示100MIL的探针孔;
2. T2表示75MIL的探针孔;
3. T3表示50MIL的探针孔;
4. T4表示板内定位柱以及板外挡位柱
5. T5板外表示档位块,板内要注意看情况而定注意看刀具大小;
注:钻孔前拿点图对照编好的文件自检一下,大概位置,有无钻反。
五. 保护板的表示方法:会在各种颜色的同层表示要铣的深度。
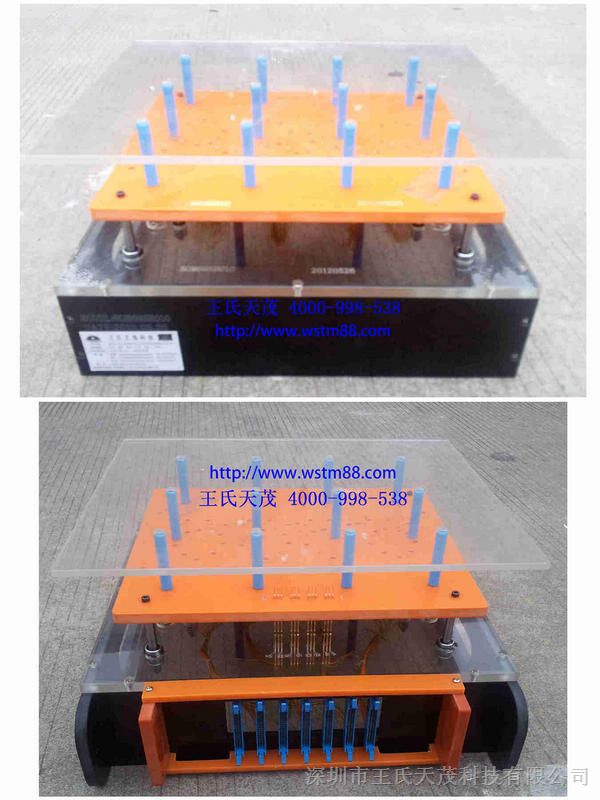
I*测试针床组装流程
1. 在组装之前要确认上下针板是否有关于PCB的让位,是否有让位,是否有该沉孔的没有沉孔,还有弹簧孔、螺丝孔、轴承孔是否够尺寸。
2. 贴打好孔的点图(针板:BOT—TOP贴下针板插针面;BOT—BOT贴下针板的绕线面;TOP—BOT贴上针板的插针面;TOP—TOP贴上针板的绕线面。转接图:BOT—BOT下针板的绕线面,TOP—TOP上针板的绕线面。)
3. 上、下针板的组装[(把手----铜套(攻好牙至上螺丝顺畅)--------轴承-------板内(外)定档位柱------用定位肖固定加强板(随后上螺丝不用太紧)-------牛角板(成凹形)
4. 装针套------压针套------打线
5. 装牛角(牛角板向人,牛角从右由上向下排,上面为*个牛角,左边由上向下排,牛角的字体向上,右边上一排的*PIN为*PIN,右边的下面一排的*PIN为第二PIN)
6. 捡查以上操作是否有误
7. 插针(根据点图下面的说明:颜色及形状)
8. *后装上天板及下底板
I*测试治具
I*测试治具
*氏天茂
深圳



