供应邢台不锈钢闸门新报价
地区:河北 邢台
认证:
无
图文详情
产品属性
相关推荐
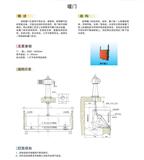
不锈钢闸门由活动部分(也称门叶)、埋固部分和启闭机械3部分组成。
PZM不锈钢闸门的主要特点:
1、 闸门的过水断面与渠道等宽;超宽型可制作成双吊点启闭。
2、 对渠道深度的适应性强;
3、 橡胶密封,止水性能好;
4、 不锈钢制作,防腐性能好;
5、 全手工操作,启闭轻便,对偏远无电地区的使用更为方便。
PZM不锈钢闸门性能表
最大工作水压:0.06Mpa
工作介质酸碱度:PH6-9
最大泄露量(密封长度):≤1.25/m.min
启门最大手动力:≤150N
PZM不锈钢闸门安装尺寸表
|
型号规格 |
安装尺寸 |
|||
|
A |
B |
C |
H |
|
|
500×600 |
620 |
500 |
100 |
600 |
|
800×500 |
912 |
900 |
200 |
500 |
|
1000×800 |
1120 |
1000 |
120 |
800 |
|
1200×1000 |
1320 |
1200 |
120 |
1000 |
|
1200×1200 |
1530 |
1200 |
120 |
1200 |
|
1400×1000 |
19530 |
1400 |
150 |
1000 |
|
1800×1200 |
1950 |
1800 |
150 |
1200 |
|
2500×1500 |
2650 |
2500 |
200 |
1500 |
|
2000×5000 |
2150 |
2000 |
200 |
5000 |
|
2500×4000 |
2650 |
2500 |
200 |
4000 |
不锈钢闸门表面防腐:
1.辅助件采用碳钢或合金钢时应作表面防腐处理。
2.闸门辅助件表面应进行喷锌、喷铝等金属热喷涂保护或涂料保护。。
3.涂装前,零部件应进行喷砂(抛丸)表面预处理。
4.喷砂(抛丸)处理后,基体金属表面除锈等级不宜低于GB/T8923-1998中的Sa2½级,埋件埋入混凝土一侧的除锈等级可为Sal级。
5.除锈后,表面粗糙度对常规防腐涂料应为Ry40μm-Ry70μm,对厚浆型重防腐涂料及金属热喷涂应为Ry60μm-Ry100μm。
6.金属热喷涂方法按GB/T9793的规定,金属涂层的厚度根据工作环境及闸门结构确定,也可根据喷涂材料参照以下厚度,喷铝层、锌铝、稀土铝混合金属宜取100μm-120μm,喷锌层宜取120μm-150μm,喷铝镁混合金属层宜取100μm-120μm。
7.涂料涂装层数、每层厚度、逐层涂装间隔时间应按涂料制造厂的规定,涂层总厚度也可按订货合同的要求,漆膜的最小厚度值不应低于设计厚度的85%。
8.金属喷涂用的金属丝应光洁、无锈、无油、无折痕且直径为2.0mm-3.0mm。
9.涂层与金属基体之间具有良好的结合性能和足够的附着力,不应出现涂层与基体剥离的现象。
10.金属热喷涂层表面应均匀,不应有起皮、鼓泡、裂纹、掉块及漏喷之处,涂料涂层表面应颜色一致,无流挂、皱纹、鼓泡、裂纹等缺陷。
11.闸门用于饮用水工程,有饮用水卫生要求时,应符合GB/T17219.
不锈钢闸门操作与密封性能:
1.闸门启闭过程中,各部件动作应灵活,功能应可靠,无卡阻现象。
2.用于给水、排水工程构筑物时,金属密封闸门在承受正向设计水头压力时,泄露量小于或等于1.25L/min.m密封长度,承受反向设计水头压力时,泄露量小于或等于2.5L/min.m。橡胶密封闸门在承受设计水头压力时,应为零泄漏。用于水利、水电工程构筑物时,泄露量小于或等于6L/min.m。泄露量亦可按订货合同的要求。
不锈钢闸门尺寸装配与安装:
1.闸门尺寸应符合设计图样要求。
2.各零部件应将杂物、油污清理干净后装配。
3.当门板在全闭位置时,门板与门框的各楔紧面应同时相互楔紧。
4.买入安装基础内的紧固件不应高出安装基础表面。
不锈钢闸门检验及试验方法:
1.材料检验:闸门主要零部件材料化学成分、力学性能的检验方法按相应标准执行,其指标应符合5.3.3-5.3.10的要求。
2.尺寸检验:
1)闸门处于全闭状态,放平后,在无外加荷载的情况下,用0.1mm的塞尺沿密封的结合面进行检测,其间隙应符合5.2、5.4的要求。、】
2)闸门的主要外形尺寸、连接尺寸用相应的量具进行检测,其结果复合5.1的要求。
不锈钢闸门铸件外观检测:闸门铸件外观质量检验采用目测方法进行,并应符合5.4.3的要求。
不锈钢闸门的焊缝检验:
1)焊缝外观质量检验采用目测方法进行,并应符合5.5.7的要求。
2)焊缝的射线探伤检测方法按GB/T3323的要求,射线照像的质量不应低于A级,探伤长度应不低于全长的10%(其中要包括丁字焊缝)。
不锈钢闸门涂层检验:
1)金属热喷涂层厚度的检查方法按GB/T9793的规定并应符合5.7.6的要求,涂料涂层厚度用测厚仪测定。
2)金属热喷涂层结合性能的检查方法按GB.T9793的规定并符合5.7.8的要求,涂料涂层附着力测定方法按GB.T1720的规定并按5.7.8的要求。
3)涂层外观质量采用目测方法进行并应符合5.7.9的要求。
不锈钢闸门组成零部件:
1.门板:
1)门板应平整,可采用型材组装、焊接或铸造结构。
2)门板应按最大工作水压设计,其拉伸、压缩和剪切强度的安全系数不应小于5。门板厚度不宜小于6mm。
3)门板在最大设计水压下,金属密封时,门板挠度不应大于构件长度的1/1500,橡胶密封时门板挠度不应大于构件长度的1/750.
4)门板与导轨间的最大允许间隙不应超过1.6mm。
2.门框:
1)门框可采用型材组装、焊接或铸造结构。金属密封时,门框挠度不应大于构件长度的1/1500,橡胶密封时,门框挠度不应大于构件长度的1/750.
2)门框应按最大工作水压设计,其拉伸、压缩和剪切强度的安全系数不应小于5.
3)对于墙管连接式的铸钢圆闸门,其门框法兰的连接尺寸按GB/T17241.6-1998中PN0.25的规定或按订货合同要求,对于焊接法兰连接的圆闸门,其法兰的连接尺寸按GB/T9119-2000中PN0.25的规定,或按订货合同要求。
导轨:
1)导轨可与门框制成一体,也可用螺栓或螺钉等紧固件连接在门框上。
2)导轨应按最大工作水压设计,其拉伸、压缩和剪切强度的安全系数不应小于5.在门板开启到最高位置时,其导轨的顶端应高于门板的水平中心线。
吊杆:
1)吊杆应按最大工作开启和关闭力设计,其拉伸、压缩和剪切强度的安全系数不应小于5.
2)掉光的柔度(长径比)不宜大于200,必要时加导向装置但不能影响闸门全开功能。
3)吊杆根据需要设置导向装置,吊杆与导向套之间的间隙应小于3mm。
4)当闸门的宽度与高度之比大于2或宽度大于2m时宜采用双吊杆结构。
5)吊杆如采用梯形螺纹,其旋合长度不应小于螺纹直径的1.4倍,其尺寸及公差按GB/T5796.3和GB/T5796.4的规定。
楔紧装置:
1)在闸门两侧应设置可调节的楔紧装置,楔紧副两楔紧面的表面粗糙度不应大于3.2μm。
2)楔紧件用螺钉或螺栓等紧固件分别紧固在门板和门框上。
紧固件:
1)螺栓、螺钉、螺母、地脚螺栓等应按最大开启和关闭力设计,其拉伸和剪切强度的安全系数不应小于5.
2)螺栓、螺母等紧固件应采用不锈钢材料制造或作防腐处理。
埋件:
闸门埋件应能将闸门所承受的载荷安全可靠的传递到支撑闸门的墙体中。
不锈钢闸门驱动装置及操作:
1)闸门可采用手动、电动、液动或气动等方式驱动。
2)启闭机应设置相应的安全保护装置。
3)启闭机的启闭力不应小于计算启闭力的1.35倍,作用在手轮、手柄上最大的启闭力不应超过200N,
4)在手轮手柄上映对闸门的开启方向作标记,顺时针转动为关闭闸门,逆时针转动为开启闸门。
5)除合同有规定外,手动启闭的操作高度为离地面0.75m~1.00m
6)如无特殊要求,除手动驱动的闸门外,采用其他动力驱动的闸门启闭速度应控制在0.25m/min~0.3m/min范围内。
7)启闭设备的其他技术要求应符合相应标准的规定。
不锈钢闸门材料选用:
1.闸门主要件材料应根据工作性质、操作条件、工作温度等因素选用。
2.材料应具有化学成分和力学性能的试验报告及复合相应材料最新标准的出厂质量合格书。
3.不锈钢的化学成分和力学性能应符合GB/T3280、GB/T4237或GB/T1220的规定。
4.不锈钢铸件的化学成分和力学性能应复合GB/T2100的规定。
5.焊条的化学成分、力学性能应符合GN/T3669、GB/T5117/GB/T5118或GB/T983的规定,气体保护焊用焊丝应复合GB/T8110的规定。
6.其他材料的化学成分和力学性能应符合相应标砖的规定或按订货
PZM
前进