

F80全彩点光源,8公分点光源
地区:广东 深圳
认证:
无
图文详情
产品属性
相关推荐
F30全彩LED点光源
电器特点
适用电压:DC12V
R、G、B驱动电流:恒流18-20mA
光源:F5雾状椭圆高亮度LED
7灯由3R2G2B组成;10灯由4R3G3B组成
D705/P9813可提供SOP14、QFN3X3两种封装
产品特性:采用通用标准外壳,可配奶白、透明面罩灌注硅胶封装,*水等级IP65
根据需要配套三种不同控制器
单片机简易控制器
SD卡控制器
主控+分控脱机控制系统
应用范围:动态背景广告屏、广告牌、动态广告字
规格说明:室内装饰,照明。楼宇,建筑物轮廓装饰
排线引脚规定:
颜色 | Jo边排线 | Ji边排线 |
红 | Vc电源 | Vc电源 |
绿 | Do数据输出 | Din数据输入 |
蓝 | Co数钟输出 | Cin时钟输入 |
黑(白) | GND地 | GND地 |
提供IC,PCB板半成品
 F30
F30
F50全彩点光源
产品特性:采用512级灰度单传IC
可配奶白、蜂窝面罩
灌注硅胶封装,*水等级IP65
根据需要配套三种不同控制器
单片机简易控制器
SD卡控制器
主控+分控脱机控制系统
电器特点
适用电压:DC12V
R、G、B驱动电流:恒流18-20mA
光源:F5雾状椭圆高亮度LED
9灯由3R3G3B组成
应用范围:动态背景广告屏、广告牌、动态广告字
规格说明:室内装饰,照明。楼宇,建筑物轮廓装饰
我司提供点光源配套方案以及技术支持! F8 / F26 / F38 / F61 / F82 / F105 / F135 / F159 / F200(备注:PCB板规格)
 F50
F50







一:F8成品规格
引线说明: 电容面的4条引线为信号输入; 装IC面的4条引线为信号输出。 红色—电源 * Vcc 白色--电源-* GND 绿色—数据线 Din或 Dout 蓝色—时钟线 Cin 或 Cout |
|
二、产品制造工艺流程
Φ8全彩LED点光源生产制造工艺
三:LED灯的检测标准:
1)、LED芯片检验方法及标准:
LED供应商应提供F8LED灯所用单颗芯片之面积、波长、亮度等参数,我司针对这些参数进行抽样检查。抽样方法为随机抽取一袋中的20PCS,用我司光色电测试器对其上述参数进行测量,所得数据如果与供应商所提供的数据相对应不低于85%,则认为此批次产品合格。
2)、LED白光一致性检验标准:
供应商应给出RGB三色芯片各工作于20MA内混合出白光的色温范围,我司验收人员对其抽样上老化台,抽样方法为随机抽取一包,再取100PCS上老化台,目测白光一致性,如果颜色偏差明显的产品低于3%,则视为合格。
3)、LED稳定性测试标准:
以白光一致性测试中的LED为样品,用恒流老化台对其进行168小时老化测试,如果未发现有LED出现*灯,亮度严重下降(与同一包中未上架之新灯相比有一色或多色芯片亮度低于85%),某一颗LED存在芯片性能严重偏差时,视为不合格。经168小时老化以后,光衰小于15%,无LED出现功能不良,视为合格。
4、由采购人员对合格产品进行数据建档保存,无*情况,供应该商不能供应其他性能参数的LED,如果有*情况需要改供其它性能参数的产品时,应重新测试建档。
1) 测试方法:
将样品Φ8LED灯,对准脚位插在光色电测试仪器上,拨动红绿蓝三个开关,分别记录三种光的MCD值和正向压降,
将抽样检测过的Φ8灯*插在老化架上,目测混出白色的效果,严重偏色的记录,老化一段时间,大约5小时,之后重新检测老化后的灯,记录MCD值和正向压降,对比有无差异。
2)混白光比例,MCD值的范围,波长范围
数据 | 波长范围 | 正向压降 | MCD范围 | 混白光比例 | 备注 |
R | 620-625 | 1.9-2.1 | 400-600 | 3 |
|
G | 517-522 | 3.0-3.4 | 1000-1300 | 6 |
|
B | 465-470 | 3.0-3.4 | 200-400 | 1 |
|
3)测试完的MCD值比例公式:R/B≈3:1
G/B≈6:1
4)混正白光比例=R/G/B=3:6:1
5)三色的光强在&plu*n;100MCD值范围内。
四.PCBA的测试方法和标准:
1).将贴好PCB板的F8模组放在PCBA测试架上,让PCBA刚好顶在*探针的位置,用力压下模组,观察*F8灯的变化情况,记录不良的现象,然后用贴标纸贴在不良的位置上。
2)统计每批不良的数量和百分比。
五.焊接LED、排线的操作过程和检测标准:
1)使用工具:烙铁,剪钳,锡线,海棉
2)在F8模组向IC的一面插上F8-LED灯,插到卡的位置,然后用烙铁焊接,剪钳剪掉多余的灯脚。
注意事项:1.焊接时不能出现假焊,半焊现象。
2.灯脚剪的要平。
3.灯要插正,不能插反或位置偏移。
4.烙铁的温度控制在350℃左右
5.烙铁头保持干净
3)将F8头打弯,成鱼钩状,然后用手将灯掰动LED灯到与PCB板的中心位置在同一轴线上。
4)焊接排线,从无IC的一面开始焊线,按照红绿蓝黑的排线顺序,VCC—红线,DIN—绿线,CIN—蓝线,GND—黑线。
5)再从有IC的一面引出排线焊接,依次下移至另一片。
注意事项:1.线不能焊错位置或假焊,虚焊,反焊等。
2.焊锡点保持干净光滑。
3.烙铁不能在PCB板上烫的时间太久,影响焊盘脱落
4.排线的皮不能烫破。
5.线与线之间不能有锡渣存在。
6)模组焊成50PCS每注意事项:串为一扎
7)测试方法:
采用*简易控制器检测(七彩渐变程序),4芯排线分别夹在夹线柱上,目测F8灯的变化状况,检测出不良的返还维修,做好不良品的统计
不良之处一般有以下几点:
1.F8灯缺少一种颜色-----------灯脚虚焊
2.整串灯有微弱红灯闪动------黑色线位脱落
3.白灯常量----------------------芯片问题或中间两根信号未接好
六.透明胶水的操作过程和标准:
1)使用工具: 小型毛刷子,胶水,蒸流水,
2)操作方法:将调好的胶水用刷子分别涂在焊接好的F8模组上,表面图刷均匀,包括灯脚和排线的位置也要刷到位,刷好之后,放于固定架子上凉干,让胶水自然固化,大约3小时,胶水尽量节约。
注意事项:1. 胶水涂刷均匀,不要刷的很厚
2.不要涂到F8灯头上面
3.刷子刷完胶水之后放入蒸流水中浸泡
七.胶套和灌胶的操作过程和标准:
1)将胶套套入固化好的F8模组上,灯朝上,让胶套刚好套在F8灯头上。
2)50PCS套好之后,按顺序分别塞入灌胶固定架上,用手把两跟相连的排线紧捏在一起,从排线尾巴处注入软AB树脂胶水,依次往下移,注完之后,将灌胶固定架搬放在一个平衡的地面,3小时等待固化。
注意事项:1.软AB树脂胶不要用的过量,容易溢出
2.树脂胶不要弄的到处都是
八.成品的验收过程和老化标准
QC验收检测
1)外观检查,
1.观察整体外观有无不良的包括(头偏的,线皮破的,PVC外观不良的,AB胶未涂满的,有气泡等)
2)功能测试
1.用*简易控制器观察点光源的变化效果(RGB七彩变化),如果有不规则的变化就作为不良品,做好贴纸标记
2.
3)不良品返回维修
1.将不良的用剪钳把PVC胶套剪开,对单片的F8模组进行维修,看是否虚焊假焊等故障
4)记录测试和维修的不良报告
老化阶段
1)将测试好的点光源分别夹在老化架上老化4小时
2)记录老化过程所出的问题数据,将不良品返回维修
九,成品的包装过程和标准
内箱包装
1)将老化过的成品点光源装上白色包装袋,2扎为一袋装,封好封口
外箱包装
1)采用黄色大纸箱将白色袋装的装在一起封好
2)贴上生产批号和生产日期
二、产品介绍
一串就可以*七彩渐变、跳变、流水、追逐、扫描、写字等效果.根据不同的安装方式,可组成变化不同颜色的字*、图案等动态效果.具有安装方便、高亮度、**、寿命长,衰减小等优点.适用于外露数码七彩发光字、喷绘、吸塑字、各种照明设施的内外发光源、异形显示屏、可代替霓虹灯广告招牌!
一串有50个灯,灯与灯之间的连接线是4P的彩排线,颜色依次为红黄蓝黑(红色线为DC5V ,白色线为GND也就是5V-),黄色线为数据DAT信号线,蓝色线为时钟CLK信号线,每一串灯的头部用三芯公线连接为信号输入线,尾部用三芯母线连接为信号输出线。灯底部的线路板分别有两面,没有黑色IC焊接线的那一面为信号输入端线,有一个黑色IC焊接的那一面为信号输出端线。
铁皮字的冲孔要求:冲孔直径为12mm偏上线,在排列字打孔文件的时候每个字之间的孔位*须要按行列对齐,否则做出来的动画效果是错位的,孔位阵列之后就不能用手动去移动,只能把字变形。
控制系统:SD卡存储方式,一个控制器可控制2000个灯。还可采用电脑同步(实时播放)控制系统,单机*多可控制8000灯,多机连控100000以上;
承接LED亮化工程,技术支持,免费编程/做效果
LED动画软件与教材下载地址。https://user.qzone.qq.com//infocenter
三、产品实物图片

"
动态背景广告屏、广告牌、动态广告字
256
是
*亮
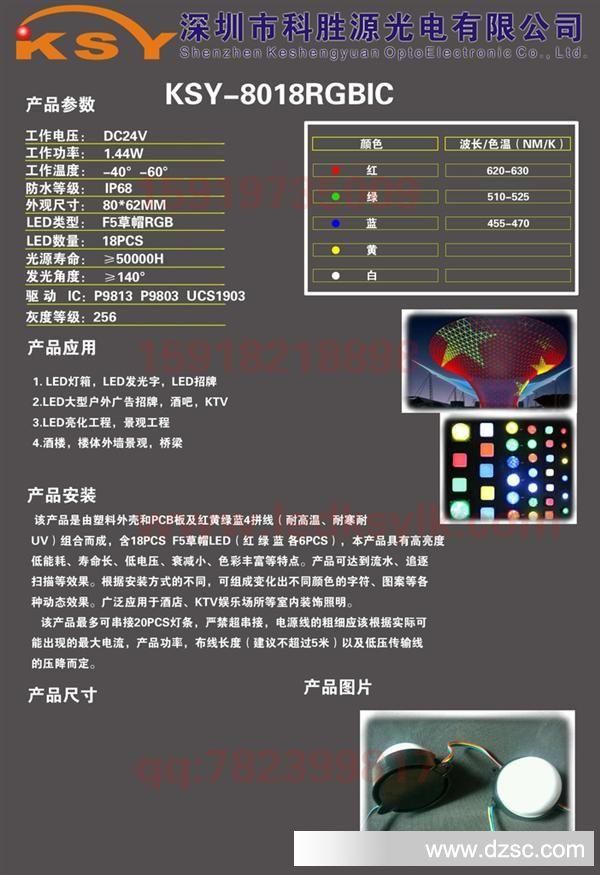
80(mm)
科胜源光电
室外
渐变 扫描 跳变
全彩
Ф80(mm)
18灯全彩点光源F80(KSY-8018RGBIC)
LED点阵



