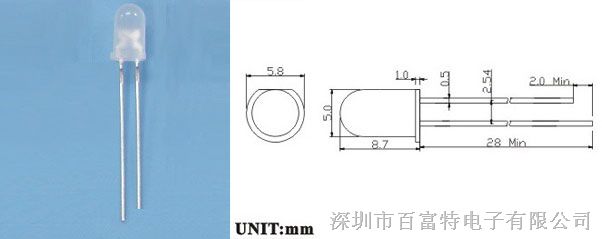
供应黄色LED/雾状黄光LED/5mm白色雾状黄光LED
地区:广东 深圳
认证:
无
图文详情
产品属性
相关推荐

|
编号 |
芯片材质 |
胶体颜色 |
发光颜色 |
正向电压(V) IF=20mA |
波长(nm) |
发光强度(mcd) IF=20mA |
视角 (deg) |
|||
|
TYP |
Max |
Min |
Max |
Typ |
Max |
|
||||
|
SL-HY5032 |
--- |
Milky |
Yellow |
2.0 |
2.8 |
580 |
600 |
1000 |
7000 |
40 |
(一)LED焊接条件
(1)烙铁焊接:烙铁(最高30W)尖端温度不超过300℃;烙铁必需接地,静电不能超范围;焊接时间不超过3秒;焊接位置至少离胶体3毫米。
(2)浸焊:浸焊最高温度260℃;浸焊时间不超过5秒;浸焊位置至少离胶体3毫米。
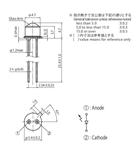
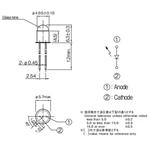
(二)引脚成形方法
(1)必需离胶体2毫米才能折弯支架。
(2)支架成形必须用夹具或由专业人员来完成。
(3)支架成形必须在焊接前完成。
(4)支架成形需保证引脚和间距与线路板上孔间距一致。
(三)LED安装方法
(1)注意各类器件外线的排列,以防极性装错。器件不可与发热组件靠得太近,工作条件不要超过其规定的极限。
(2)务必不要在引脚变形的情况下安装LED。
(3)当决定在孔中安装时,计算好面孔及线路板上孔距的尺寸和公差以免支架受过度的压力。
(4)安装LED时,建议用导套定位。
(5)在焊接温度回到正常以前,必须避免使LED受到任何的震动或外力。
(四)清洗
当用化学品清洗胶体时必须特别小心,因为有些化学品对胶体表面有损伤并引起褪色如三氯乙烯、丙酮等。可用乙醇擦拭、浸渍,时间在常温下不超过3分钟。
(五) 静电防护
因白色LED属静电敏感器件,因此请客户在使用LED过程中须做好静电防护工作,具体包括:凡接触LED之作业,检验人员须配带静电手环,且有效接地;所有作业设备均须有效接地;所有接地性均需定期检测其有效性!
注意事项:预热温度100-150度;采用回流焊温度230-260度,焊接时间3秒内。操作人员做好静电防护措施,所有设备须可靠接地。工作电流DC恒流)5mA-20mA,最佳工作电流(恒流)15-18mA,为保证产品一致性,请按BIN使用。-20°C≤TA(工作温度)≤45°C,一般最少使用50000小时以上
下单流程:先与业务人员在线或电话确认LED型号、规格、参数和价格--先测试LED样品或小单试用(新客户建议)--确认批量订单交货期--签订书面购销合同或采购订单。
品质承诺:售出的任何一款LED产品一律采用大厂正规芯片封装,坚决不采用廉价的专案芯片、假方片、大圆片、朱毛片或次品处理芯片;每一粒LED光源在自动封装线上完成,经过严格的分光分色筛选,经过品管的层层把关,保证出厂的每一批LED光源的可靠性、稳定性、一致性及标准化!
技术支持:公司针对客户方的产品特性,针对性推荐使用合适价位、合适参数的LED光源;对驱动电源,电路结构,散热处理,配光曲线,生产工艺流程等提供优化建议;与客户共同开发新产品,提高客户产品竞争力,不断为客户创造价值。
物流快递:为客户提供快捷服务。一次订购500元以上包邮。
国产