
供应艾默生CE4001S2T2B4,Allen-Bradley PLC系统备件
地区:上海 上海市
认证:
无
图文详情
产品属性
相关推荐
2 基于软件编程方法的输入点扩充方法
plc的一个重要的特点就是各组输入、输出点的独立性较强,这一点主要表现在输入、输出点的公共端上。一方面,单独的输入、输出点可以有自己的公共端另一方面,多个输入、输出点可以共用一个公共端,这样输入、输出点相互间的组合就比较容易。通过这些组合,我们可以借用矩阵键盘扫描原理和输入节点组合矩阵的原理来增加输入点数目。
2.1 利用矩阵键盘扫描原理扩展plc输入点数目
取plc的m个输入点作为输入节点矩阵的行回扫线输入端,取plc的n个输出点作为输入节点矩阵的列选择线输出端,同时将所用输入端的公共端com和输出端的公共端com相连,通过内部程序控制n条列选择线的状态,从而实现输入节点矩阵列扫描;通过检测m个输入点的状态,完成输入节点矩阵的行扫描;这样就可以唯一确定输入节点矩阵中某一接点的闭合状态。利用节点矩阵,可以很方便地由m个输入点和n个输出点扩展成m×n个输入点。
图1为采用矩阵键盘扫描原理扩展4×2个输入点的原理图。当plc的输入、输出动作时必须构成一个闭合回路。下面以输入节点s0和s1说明系统的工作过程:
(1) 当plc输出点y0、y1断开时,输入点i0的回路不通,此时即使输入节点s1、s2闭合,plc也无法检测到节点的闭合。
(2) 当plc输出点y0闭合,y1断开时,若输入节点s0闭合,可使plc输入点i0有效;同时,因为y1断开,s1闭合无效。
(3) 当plc的输出点y1闭合,y0断开时,若输入节点s1闭合,可使plc输入点i0有效;同时,因为y0断开,s2闭合无效。
通过上述分析,可以知道分时控制输出点y0、y1的状态,就可以唯一确定输入节点s1、s2的闭合状态,同理也可以将推广到输入节点s2、s3、s4、s5、s6、s7。在使用这种方法时必须确定键盘的扫描时间,而扫描时间的长短取决于plc的输出点形式。对于晶体管、晶闸管以及固态继电器输出的plc,在满足控制要求的前提下,可将扫描时间取的短一些;对于继电器输出的plc,考虑到触点的寿命,扫描时间应适当延长。
2.2 利用输入点组合矩阵方法扩展plc输入点数目
利用矩阵键盘扫描原理扩展plc输入点数目的前提是plc必须有剩余的输出点。如果没有,这种方案必然不可行,这时必须借助于输入点,下面介绍一种基于输入点组合矩阵的输入点扩展方法。
取plc的m个输入点构成m个输入节点组,取plc的n个输入点构成n个输入节点状态检测端,即每个输入节点组包含有n个节点,这样就可以实现m×n个输入点的扩展。当某一接点闭合时,对应的输入节点组和输入节点检测端都有信号送入plc,通过输入节点的判断就可以唯一确定输入节点状态。
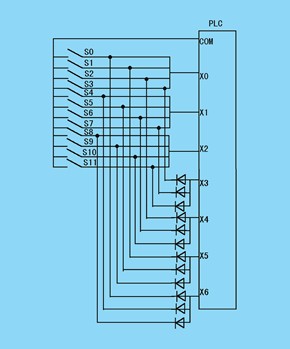
图2是利用输入节点组合矩阵扩展3×4个输入点的原理图。图2中包含有3个输入节点组,4个输入状态检测端,即每组包含4个输入节点。图2中二极管的作用是防止节点闭合时相互间的干扰。下面以输入节点s0说明系统的工作过程。
(1) 当输入节点s0断开时,对应的输入节点组输入端x0和输入状态检测端x6均无输入,表明s0断开。
(2) 当输入节点s0闭合时,对应的输入节点组输入端x0和输入状态检测端x6均有信号进入plc,表明s0闭合。
通过上述分析,可以得到如下结论:由输入点x0和输入点x6组合的唯一性就可以唯一确定输入节点s0的状态,从而达到扩展输入点数的目的,这一结论可以从附表的真值表得出。附表1中,“1”表示plc输入点内部触点闭合,“0”表示断开。
这种方法可方便的扩展plc输入点数目,与前一种方法相比,对plc的适用性较强,扫描时间的选择取决于应用程序的扫描时间。
3 结束语
利用plc自身的输入点和输出点扩展plc实际的输入点数目无需增加额外的硬件,提高了系统的性价比。对于上面提到的2种扩展plc输入点数的方法,在实验室中进行了验证,简便易懂,运行可靠,具有一定的应用价值。
国内自行设计的6m焦炉移动机械已实现机械化作业,但由于其电控系统采用继电器-接触器控制,使用的继电器数量多,线路复杂,投产后故障频繁,很难保证机械设备功能的全面实现。我们在广泛吸取国内外经验的基础上,在武钢7#、8#焦炉推焦车、拦焦车上采用了plc控制,进行了硬件和软件自行开发和设计,实现了分单元的自动化操作。
推焦车生产过程按照工艺流程划分为12个作业单元,拦焦车为10个作业单元,均采用“5-2串序推焦”和“一次对位”工艺。推焦杆或导焦栅对准炉位后,既可控制炉门又可清扫炉框。这种工艺与原有“9-2串序”工艺相比,由于减少了车辆移动次数,每出-孔焦可缩短3~4min,虽然增加了控制系统的难度,却提高了作业效率。为满足多种作业同时进行的复杂操作,控制系统设计采用了“单元自动操作”和“手动操作”两种方式。
2 焦炉plc控制系统的构成
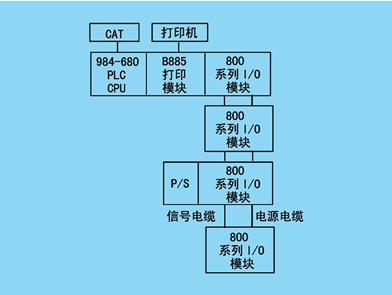
推焦车、拦焦车电控系统均选用美国modicon公司的984-680plc控制器,采用800系列模块、智能i/o模块、s908远程i/o驱动器、j890远程i/o接口处理器和打印机等设备。
推焦车控制部分由1个本地站构成,配置有4个i/o机架和31个i/o模块,如图1所示。拦焦车控制部分由1个本地站和1个远程站构成,各配置有2个i/o机架和17、11个i/o模块。供电系统设计采用了隔离变压器和ups电源。
3 推焦车、拦焦车控制系统功能
3.1 基本控制功能
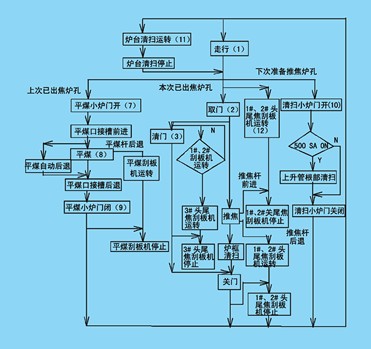
焦炉移动机械的检测元件,由于受高温、粉尘的条件限制,基本上采用限位开关、行程开关,而液压系统用的电磁阀也不具有位置信号反馈功能,无法直接判断输出信号的执行情况,因此在软件编程时采用了重做、跳步、时间检验等设计技巧。按照行程或时间原则,以间接的方式实现这一目的。其程序由设备状态检测、联锁检查、控制方式选择、单元自动控制、单步手动控制、信号显示、故障部位和过程数据检测、数据打印8个程序块组成,层次清晰,结构简单,便于调试和维护。这里以推焦车控制为例进行说明,拦焦车控制功能基本相同,不再重复。图2示出推焦车自动控制系统流程。
 Indramat 3 TRM 2 -G11-WO +ZE5 Regelverst?rker Servo Dri...
Indramat 3 TRM 2 -G11-WO +ZE5 Regelverst?rker Servo Dri...
CE4001S2T2B4,
A-B(罗克韦尔)
220V
19980.0
供应8115-DO-DC美国通用PAC8000系列GE PLC
供应8811-IO-DC通用PAC8000系列GE PLC
供应全新原装西门子PLC 6ES7231-OHC22-0XA8 EM231 模拟量输入模块
供应美国罗克韦尔AB全新原装1769-OB8
供应IS200系列:IS200ACLEH1A美国通用电气GE
供应德国原装进口西门子TM31模块6SL3055-0AA00-3HA0
供应艾默生 DELTAV VE4022 DCS模块1747-L532
供应140CPU31110/140CPU43412U施耐德CPU
供应日本欧母龙全新原装 C500-ID213
供应原装ABB变频器DCS800电源板SDCS-PIN-4 SDCS-PIN-51-COAT SDCS-PIN-48-COAT









