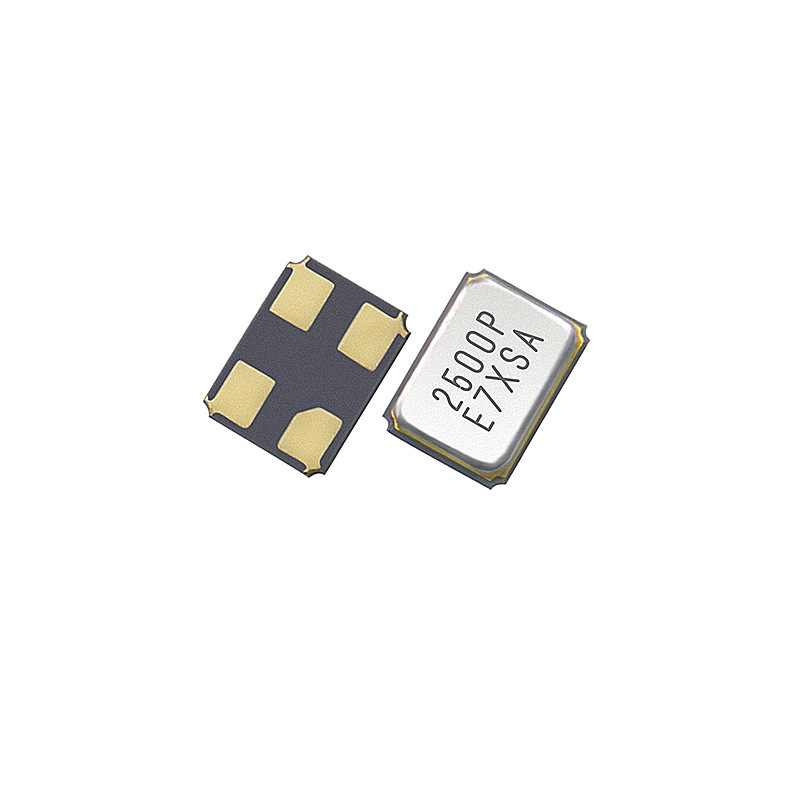
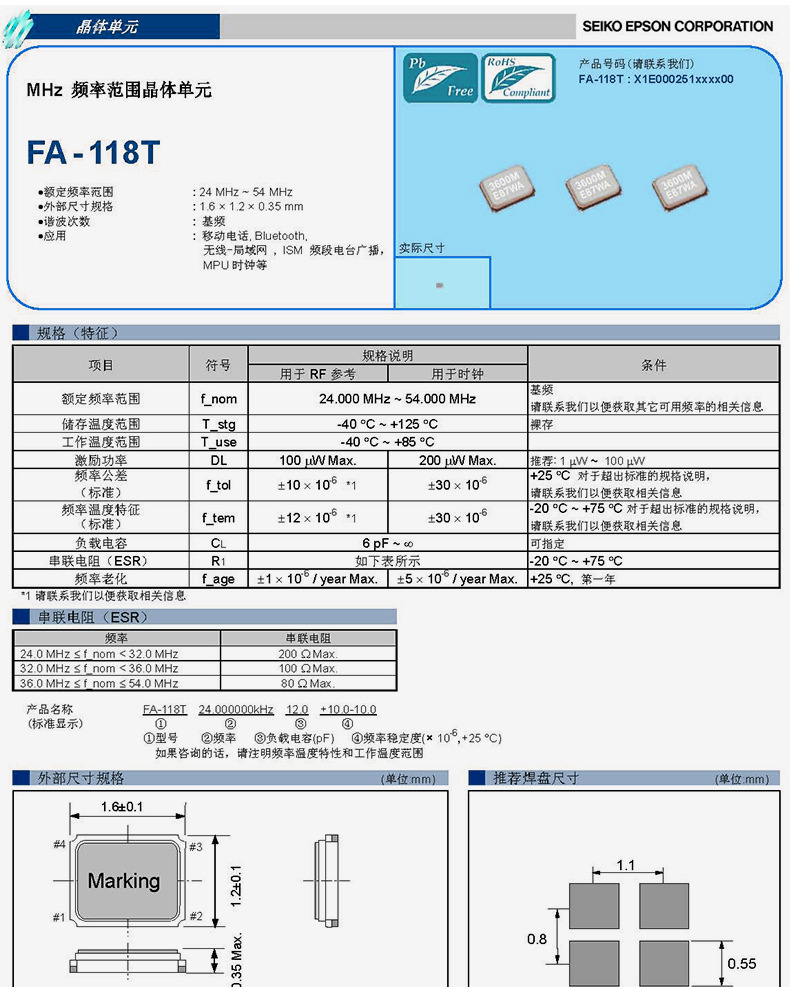
EPSON爱普生1612晶振FA-118T 25MHZ 10PF 30PPM X1E000251003300
地区:广东 深圳
认证:
图文详情
产品属性
相关推荐





晶振在生产的过程中,十几道工序,每一道工序都不可掉以轻心,重要的工序之一必不可少的当然是焊接,大家应该都知道,石英晶振焊接方法与其封装有着密切的联系,插件和贴片的焊接方式是不一样。而贴片晶振分手工焊接和自动焊接。 插件晶振焊接也不是很复杂先用镊子将晶振放在线路板上在用热风枪将焊锡融化这样就可以了比较单一。贴片晶振手工焊接相对有些复杂。
1、首先在凿子形(扁铲形)或刀口烙铁头处加适量的焊锡,用细毛笔蘸助焊剂或用助焊笔在两端焊盘上涂少量助焊剂,并在焊盘上镀上焊锡;一只手用镊子夹持贴片晶振,居中贴放在相应的焊盘上,对准后不要移动;另一只手拿起烙铁加热其中一个焊盘大约2秒左右,撤离烙铁;然后用同样的方法加热另一端焊盘大约2秒左右。
2、先在焊盘上镀上适量的焊锡,热风q1an9使用小嘴喷头,温度调到200℃~300℃,风速调至1~2挡,当温度和风速稳定后一只手用镊子夹住元器件放置到焊接的位置上,注意要放正。另一只手拿稳热风q1an9,使喷头离待拆元器件保持垂直,距离1cm~3cm,均匀加热,待贴片晶振周围焊锡熔化后移走热风q1an9,焊锡冷却后移走镊子。
特别提醒:焊接过程中注意保持贴片晶振要始终紧贴焊盘放正,避免晶振一端翘起或焊歪。如果焊盘上的焊锡不足,可以一手拿烙铁一手拿焊锡丝进行补焊,时间大约1秒左右。
很多工厂为了节省会采用自动贴片机进行自动贴装,焊接时我们要注意几个问题如果是焊接表晶的话建议尽量使用自动贴片机器,因为插件表晶石英晶振的晶片比较薄,体积比较小。
对于石英晶振,一般需要控制以下三点要求:
1、一般情况下烙铁头温度控制在300℃左右,热风枪控制在200℃~400℃。
2、焊接时不允许直接加热贴片晶振引脚的脚跟以上部位,以免损坏晶振内部电容。
3、需要使用∮0.3mm~∮0.5mm的焊锡丝;烙铁头始终保持光滑,无钩,无刺;烙铁头不得重触焊盘,不要反复长时间在一焊盘加热,常规晶振的工作温度一般在-40℃~85℃。长时间对焊盘加热可能会超过晶振工作温度范围,造成石英晶振寿命减少甚至损坏。为了避免谐振器损坏请各大客户在焊接过程中多加注意,以避免造成产品性能不稳定。
什么是晶振
石英晶体谐振器(quartz crystal unit或quartz crystal resonator)英文简称为常简写成Xtal,中文简称石英晶体或晶振,是利用石英晶体(又称水晶)的压电效应,用来产生高精度振荡频率的一种电子元件,属于被动元件。该元件主要由石英晶片、基座、外壳、银胶、银等成分组成。根据引线状况可分为直插(有引线)与表面贴装(无引线)两种类型。现在常见的主要封装型号有HC-49U、HC-49S、HC-49SMD与SMD 2016、2520、3225、5032、7050。
是
1612
YXC
FA-118T
谐振器
25
30ppm
-
-
10
-
-
-
-
-
-
-
【扬兴晶振】高清视频晶振 7050 8Mhz 25PPM 有源振荡器 现货库存
爱普生晶振SG8018CB 1.8432mhz可编程振荡器
SiTime差分 SIT9122晶振振荡器 7050
TCXO温补晶振SIT5001 2520 33.33MHZ 3.3V
Epson/爱普生厂家热卖SG-310SCF 27mhz 3225固态硬盘有源晶振贴片
1508小型超薄晶振
YXC厂家直销2520 40MHZ 1.8V 20PPM有源贴片晶振石英可编程振荡器
YSO8920MR有源晶振1~110Mhz石英振荡器
SiTime振荡器SIT8208 MEMS 48MHZ
厂家直销YXC扬兴晶振3225 24M 18PF 20PPM无源石英贴片谐振器安防