激光二维扫描传感器 ZLDS202 焊接凹坑检测,就找英国真尚有
地区:广东 深圳
认证:
无
图文详情
产品属性
相关推荐
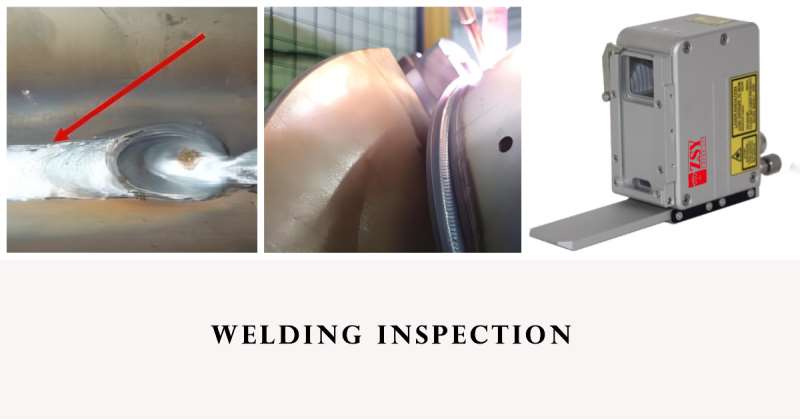 焊缝熔池检测是焊接过程质量控制的重要组成部分。该检测可识别焊接表面形成的凹坑或小凹陷和小孔。出现这些凹坑的原因通常是金属未完全熔合、杂质或焊接过程中产生的气泡。这些凹坑可能会破坏焊缝的结构完整性,从而导致故障。因此,早期检测和修复这些凹坑对于确保焊接质量和可靠性至关重要。
焊缝熔池检测是焊接过程质量控制的重要组成部分。该检测可识别焊接表面形成的凹坑或小凹陷和小孔。出现这些凹坑的原因通常是金属未完全熔合、杂质或焊接过程中产生的气泡。这些凹坑可能会破坏焊缝的结构完整性,从而导致故障。因此,早期检测和修复这些凹坑对于确保焊接质量和可靠性至关重要。
检测焊坑的常用方法是目视检查,由经验丰富的检查员仔细检查焊缝是否有坑洼迹象。虽然这种方法相对简单且成本效益高,但它在很大程度上依赖于检查员的zhuan业知识和经验。这种依赖性可能会导致主观性和人为错误。另一种方法是染料渗透测试,即在焊缝表面涂上彩色染料,然后擦掉。凹陷处残留的染料表示有凹坑。这种方法虽然比目视检查更客观,但可能很耗时,而且需要额外的清洁步骤。
超声波检测是检测焊缝不一致的另一种方法。这一过程是通过高频声波穿过焊缝来识别任何缺陷或不规则。与目视检查相比,超声波检查能提供更准确、更客观的测量结果,因为它能检测出肉眼无法看到的隐蔽凹坑。尽管超声波检测有很多优点,但它需要专门的设备和训练有素的操作人员,因此与其他方法相比成本更高、更耗时。
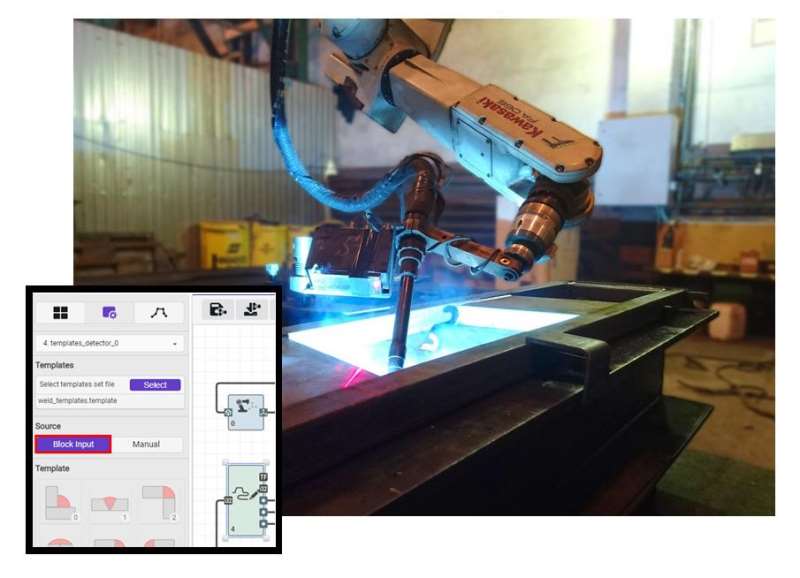
线激光传感器的使用是焊接熔池检测领域的一项新兴技术。这些传感器通过向焊接表面发射激光线来测量焊接过程后的焊缝形状。它们可以仔细检查焊缝的形状,并能jing确识别任何凹坑或不规则之处,提供有关其存在和大小的实时反馈。使用直线激光传感器的一个重要好处是它能够进行非接触式测量。这样就无需与焊缝进行物理接触,从而降低了造成任何损坏的可能性。此外,这些传感器可以方便地集成到已有的自动焊接系统中。这样就可以进行实时监控并立即采取纠正措施,从而提高焊接操作的效率和安全性。因此,直线激光传感器是焊接熔池检测技术的一大进步。
英国真尚有线激光传感器ZLDS202系列针对焊接应用,开发了专用的ZLDS202Smart-Weld系列,提供从25mm到250mm的多个标准量程,可以以?0.05%的线性度对焊接表面进行精密扫描,扫描速度高达每秒6379个轮廓数据。而且英国真尚有ZLDS202Smart-Weld系列线激光传感器可以直接与主流焊接机器人,如Kuka、Fanuc、Jaka、UR(Universal Robots)、P3、HND1等的控制器匹配连接,无需编程,也不需要任何的中间计算模块,极大地降低了制造企业升级焊接检测的门槛。
此外,英国真尚有ZLDS202Smart-Weld系列线激光传感器能够稳定地检测凹坑和烧穿的焊接缺陷,而不受颜色影响。由于光反射的变化,传统的检测方法在检测彩色或反射表面的缺陷时可能会遇到困难。然而,ZLDS202Smart-Weld系列线激光传感器可以通过测量焊珠的形状而不是仅仅依靠视觉检查来克服这一挑战。这确保了所有的缺陷,无论颜色或表面特性如何,都能被准确地检测出来。
不过,像任何技术一样,线激光传感器也有一些局限性。它们要求对焊接表面有清晰的视线,这在某些焊接配置中或视线有障碍物的情况下可能是个挑战。而且线激光传感器的有效性也会受到一些现场因素的影响,如表面反射率、环境照明条件以及焊接过程中存在的烟雾或灰尘等。
总之,焊坑检测在确保焊缝的质量和完整性方面起着重要作用。各种测量方法,如视觉检查、渗透测试、超声波测试、线激光传感器扫描,都有其优点和缺点,而选择zui合适的测量方法取决于各种因素,如焊接材料、配置和所需的精度水平。线激光传感器为焊接凹坑检测提供了一种非接触式、高精度的实时测量解决方案,通过实施这种先进的测量解决方案,焊接行业可以加强质量控制过程,并将焊接失败的风险降到zui低。
ZLDS202
英国真尚有
详见技术规格表
1台
进口
长距离对射型传感器|厂家生产长距离对射型传感器品质保证
供应长距离对射型传感器,厂家现货热卖长距离对射型传感器,品质保证,欲购从速
全新原装 XTR115UA/2K5 TI(德州仪器) 传感器及探测器接口芯片
全新原装 XTR105UA/2K5 TI(德州仪器) 传感器及探测器接口芯片
霍尔位置传感器LP-MH3000.5~4.5V,就找英国真尚有
KAMAN电涡流KD2306发动机测量,就找英国真尚有
涡流式传感器ZED23发动机检测,就找英国真尚有
激光扫描传感器ZLDS202轮廓扫描,就找英国真尚有
KAMAN传感器KD2306振动位移测量,就找英国真尚有
KAMAN传感器KD2306发动机振动检测,就找英国真尚有